

CNC 8037 T - Manual de programación - Fagor Automation
CNC 8037 T - Manual de programación - Fagor Automation
CNC 8037 T - Manual de programación - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
4.<br />
SISTEMAS DE REFERENCIA<br />
<strong>CNC</strong> <strong>8037</strong><br />
MODELO ·T·<br />
SOFT: V01.4X<br />
·56·<br />
Preselección <strong>de</strong>l origen polar (G93)<br />
4.5 Preselección <strong>de</strong>l origen polar (G93)<br />
<strong>Manual</strong> <strong>de</strong> <strong>programación</strong><br />
La función G93 permite preseleccionar cualquier punto, <strong>de</strong>l plano <strong>de</strong> trabajo, como nuevo origen<br />
<strong>de</strong> coor<strong>de</strong>nadas polares.<br />
Esta función se programa sola en el bloque, siendo su formato <strong>de</strong> <strong>programación</strong>:<br />
G93 I±5.5 J±5.5<br />
Los parámetros I y J <strong>de</strong>finen la abscisa (I) y la or<strong>de</strong>nada (J) respecto al cero pieza, en que se <strong>de</strong>sea<br />
situar el nuevo origen <strong>de</strong> coor<strong>de</strong>nadas polares.<br />
Los valores asignados a dichos parámetros se programarán en radios o diámetros <strong>de</strong>pendiendo<br />
<strong>de</strong> la personalización <strong>de</strong>l parámetro máquina <strong>de</strong> ejes "DFORMAT".<br />
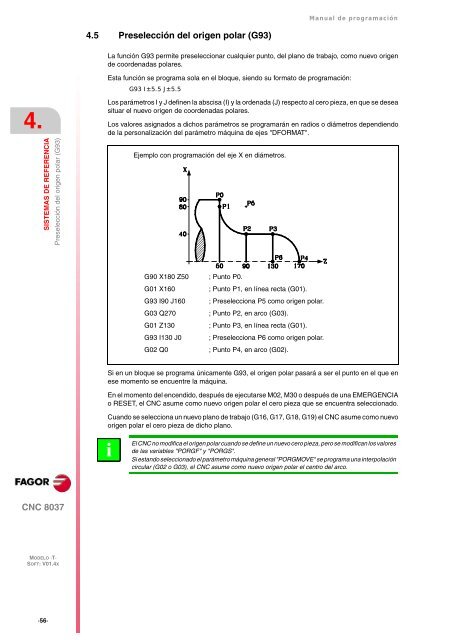
Ejemplo con <strong>programación</strong> <strong>de</strong>l eje X en diámetros.<br />
G90 X180 Z50 ; Punto P0.<br />
G01 X160 ; Punto P1, en línea recta (G01).<br />
G93 I90 J160 ; Preselecciona P5 como origen polar.<br />
G03 Q270 ; Punto P2, en arco (G03).<br />
G01 Z130 ; Punto P3, en línea recta (G01).<br />
G93 I130 J0 ; Preselecciona P6 como origen polar.<br />
G02 Q0 ; Punto P4, en arco (G02).<br />
Si en un bloque se programa únicamente G93, el origen polar pasará a ser el punto en el que en<br />
ese momento se encuentre la máquina.<br />
En el momento <strong>de</strong>l encendido, <strong>de</strong>spués <strong>de</strong> ejecutarse M02, M30 o <strong>de</strong>spués <strong>de</strong> una EMERGENCIA<br />
o RESET, el <strong>CNC</strong> asume como nuevo origen polar el cero pieza que se encuentra seleccionado.<br />
Cuando se selecciona un nuevo plano <strong>de</strong> trabajo (G16, G17, G18, G19) el <strong>CNC</strong> asume como nuevo<br />
origen polar el cero pieza <strong>de</strong> dicho plano.<br />
i<br />
El <strong>CNC</strong> no modifica el origen polar cuando se <strong>de</strong>fine un nuevo cero pieza, pero se modifican los valores<br />
<strong>de</strong> las variables "PORGF" y "PORGS".<br />
Si estando seleccionado el parámetro máquina general "PORGMOVE" se programa una interpolación<br />
circular (G02 o G03), el <strong>CNC</strong> asume como nuevo origen polar el centro <strong>de</strong>l arco.














