Etude de l'élaboration de matériaux composites PVC/bois à partir de ...
Etude de l'élaboration de matériaux composites PVC/bois à partir de ...
Etude de l'élaboration de matériaux composites PVC/bois à partir de ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
II. Optimisation <strong>de</strong>s propriétés mécaniques <strong>de</strong>s <strong>composites</strong> <strong>PVC</strong>/<strong>bois</strong><br />
Renfort<br />
0%<br />
20%<br />
40%<br />
60%<br />
Paragraphe<br />
Description<br />
Renfort<br />
Module élastique<br />
(GPa)<br />
Contrainte<br />
maximale (MPa)<br />
Déformation à<br />
la rupture (%)<br />
Résilience<br />
(mJ.mm -2 )<br />
II.1 Injection 2,7 66,4 >15 17,7<br />
II.2 Extrusion labo 1,9 39,9 3,9 14,5<br />
II.3<br />
Extrusion semiindustrielle<br />
2,6 70,4 >15 >133<br />
II.1 Injection Résineux 4,6 75,0 3,4 12,6<br />
II.2 Extrusion labo Eucalyptus 1,5 28,1 4,5 7,6<br />
II.3<br />
Extrusion semiindustrielle<br />
Résineux 3,3 53,9 3,1 12,5<br />
II.1 Injection Résineux 5,3 62,1 1,6 6,4<br />
II.2 Extrusion labo Eucalyptus 2,8 33,8 1,8 4,3<br />
II.3<br />
Extrusion semiindustrielle<br />
Résineux 4,1 43,1 1,7 7,1<br />
II.1 Injection Résineux - - - -<br />
II.2 Extrusion labo Eucalyptus 5,0 67,2 1,5 3,9<br />
II.3<br />
Extrusion semiindustrielle<br />
Résineux 3,6 28,8 1,1 4,8<br />
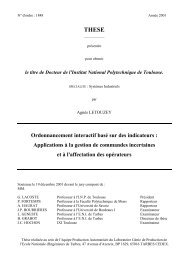
Tableau II.15. Comparaison <strong>de</strong>s propriétés mécaniques en flexion trois points et en choc Charpy sans<br />
entaille <strong>de</strong>s différents <strong>composites</strong> <strong>PVC</strong>/<strong>bois</strong> développés dans cette première étu<strong>de</strong>, en fonction du taux<br />
<strong>de</strong> renfort. Tous les <strong>composites</strong> présentés sont sans traitement.<br />
Le module élastique et la contrainte maximale présentent en moyenne <strong>de</strong>s valeurs <strong>de</strong> 25 à<br />
30% inférieures à celles <strong>de</strong>s <strong>composites</strong> obtenus par injection-moulage. Pour la déformation<br />
et la résilience en revanche, l’écart est beaucoup moins prononcé.<br />
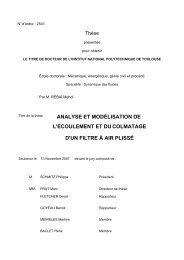
Comparées aux propriétés mécaniques <strong>de</strong>s matériaux obtenus par extrusion à l’échelle du<br />
laboratoire (paragraphe II.2), celles obtenues par extrusion à plus gran<strong>de</strong> échelle sont<br />
nettement meilleures à faible taux <strong>de</strong> renfort puis cette différence diminue pour 40% <strong>de</strong><br />
renfort et s’inverse à 60% <strong>de</strong> renfort (Figure II.31).<br />
Propriétés gran<strong>de</strong> échelle/labo<br />
2,5<br />
Module élastique<br />
2,0<br />
1,5<br />
Contrainte maximale<br />
1,0<br />
0,5<br />
0,0<br />
0% 20% 40% 60%<br />
Taux <strong>de</strong> renfort (%)<br />
Figure II.31. Rapport <strong>de</strong>s valeurs du module élastique et <strong>de</strong> la contrainte maximale <strong>de</strong>s <strong>composites</strong><br />
extrudés à gran<strong>de</strong> échelle et <strong>de</strong> ceux extrudés en laboratoire.<br />
109