Etude de l'élaboration de matériaux composites PVC/bois à partir de ...
Etude de l'élaboration de matériaux composites PVC/bois à partir de ...
Etude de l'élaboration de matériaux composites PVC/bois à partir de ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Partie Expérimentale<br />
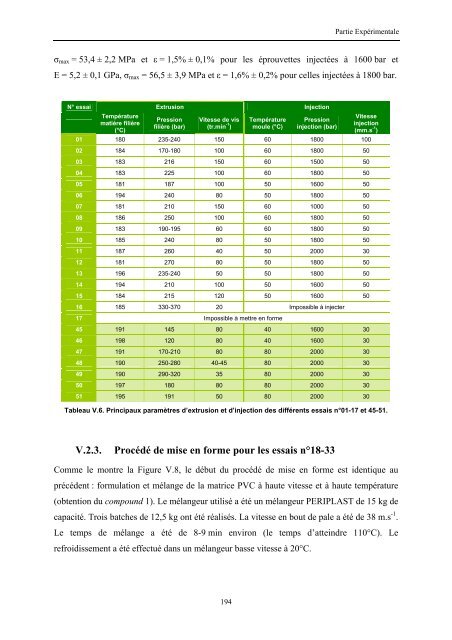
σ max = 53,4 ± 2,2 MPa et ε = 1,5% ± 0,1% pour les éprouvettes injectées à 1600 bar et<br />
E = 5,2 ± 0,1 GPa, σ max = 56,5 ± 3,9 MPa et ε = 1,6% ± 0,2% pour celles injectées à 1800 bar.<br />
N° essai Extrusion Injection<br />
Température<br />
matière filière<br />
(°C)<br />
Pression<br />
filière (bar)<br />
Vitesse <strong>de</strong> vis<br />
(tr.min -1 )<br />
Température<br />
moule (°C)<br />
Pression<br />
injection (bar)<br />
Vitesse<br />
injection<br />
(mm.s -1 )<br />
01 180 235-240 150 60 1800 100<br />
02 184 170-180 100 60 1800 50<br />
03 183 216 150 60 1500 50<br />
04 183 225 100 60 1800 50<br />
05 181 187 100 50 1600 50<br />
06 194 240 80 50 1800 50<br />
07 181 210 150 60 1000 50<br />
08 186 250 100 60 1800 50<br />
09 183 190-195 60 60 1800 50<br />
10 185 240 80 50 1800 50<br />
11 187 260 40 50 2000 30<br />
12 181 270 80 50 1800 50<br />
13 196 235-240 50 50 1800 50<br />
14 194 210 100 50 1600 50<br />
15 184 215 120 50 1600 50<br />
16 185 330-370 20 Impossible à injecter<br />
17 Impossible à mettre en forme<br />
45 191 145 80 40 1600 30<br />
46 198 120 80 40 1600 30<br />
47 191 170-210 80 80 2000 30<br />
48 190 250-280 40-45 80 2000 30<br />
49 190 290-320 35 80 2000 30<br />
50 197 180 80 80 2000 30<br />
51 195 191 50 80 2000 30<br />
Tableau V.6. Principaux paramètres d’extrusion et d’injection <strong>de</strong>s différents essais n°01-17 et 45-51.<br />
V.2.3.<br />
Procédé <strong>de</strong> mise en forme pour les essais n°18-33<br />
Comme le montre la Figure V.8, le début du procédé <strong>de</strong> mise en forme est i<strong>de</strong>ntique au<br />
précé<strong>de</strong>nt : formulation et mélange <strong>de</strong> la matrice <strong>PVC</strong> à haute vitesse et à haute température<br />
(obtention du compound 1). Le mélangeur utilisé a été un mélangeur PERIPLAST <strong>de</strong> 15 kg <strong>de</strong><br />
capacité. Trois batches <strong>de</strong> 12,5 kg ont été réalisés. La vitesse en bout <strong>de</strong> pale a été <strong>de</strong> 38 m.s -1 .<br />
Le temps <strong>de</strong> mélange a été <strong>de</strong> 8-9 min environ (le temps d’atteindre 110°C). Le<br />
refroidissement a été effectué dans un mélangeur basse vitesse à 20°C.<br />
194