

Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
experimento e as condições dos parâmetros <strong>de</strong> corte com a quali<strong>da</strong><strong>de</strong> dos <strong>furos</strong> obtidos<br />
em cheio. Foram <strong>de</strong>finidos alguns parâmetros <strong>de</strong> corte segundo o catálogo do<br />
fabricante <strong>da</strong> ferramenta, sem um rigoroso objetivo <strong>de</strong> quali<strong>da</strong><strong>de</strong> e resultados.<br />
Realizaram-se 12 <strong>furos</strong> para o melhor aproveitamento <strong>da</strong> placa e maiores combinações<br />
dos parâmetros.<br />
Após a <strong>de</strong>finição dos parâmetros <strong>de</strong> corte, a programação foi gera<strong>da</strong> <strong>por</strong> um<br />
sistema CAM, partindo do <strong>de</strong>senho <strong>da</strong> peça. Foram forneci<strong>da</strong>s as informações<br />
necessárias para a obtenção do programa, como: f az , v c e o tipo <strong>de</strong> <strong>fresamento</strong>. Foi<br />
enviado para a máquina, em seqüência aleatória dos <strong>furos</strong>, para evitar ou amenizar<br />
uma possível <strong>de</strong>formação na peça.<br />
4.2.1 Parâmetros <strong>de</strong> usinagem para o estudo preliminar<br />
Nesta etapa foram <strong>de</strong>finidos parâmetros recomen<strong>da</strong>dos segundo o catálogo do<br />
fabricante. Utilizou-se a variação do avanço axial (f az ), veloci<strong>da</strong><strong>de</strong> <strong>de</strong> corte v c fixa e o<br />
tipo <strong>de</strong> <strong>fresamento</strong> (concor<strong>da</strong>nte x discor<strong>da</strong>nte). Estas variações se <strong>de</strong>ram <strong>de</strong>vido a<br />
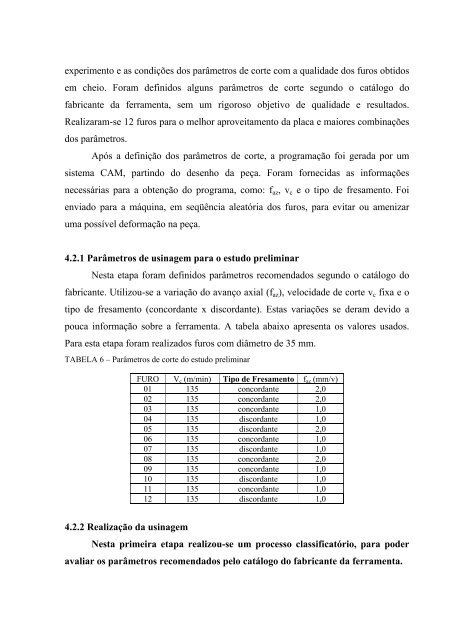
pouca informação sobre a ferramenta. A tabela abaixo apresenta os valores usados.<br />
Para esta etapa foram <strong>realizados</strong> <strong>furos</strong> com diâmetro <strong>de</strong> 35 mm.<br />
TABELA 6 – Parâmetros <strong>de</strong> corte do estudo preliminar<br />
FURO V c (m/min) Tipo <strong>de</strong> Fresamento f az (mm/v)<br />
01 135 concor<strong>da</strong>nte 2,0<br />
02 135 concor<strong>da</strong>nte 2,0<br />
03 135 concor<strong>da</strong>nte 1,0<br />
04 135 discor<strong>da</strong>nte 1,0<br />
05 135 discor<strong>da</strong>nte 2,0<br />
06 135 concor<strong>da</strong>nte 1,0<br />
07 135 discor<strong>da</strong>nte 1,0<br />
08 135 concor<strong>da</strong>nte 2,0<br />
09 135 concor<strong>da</strong>nte 1,0<br />
10 135 discor<strong>da</strong>nte 1,0<br />
11 135 concor<strong>da</strong>nte 1,0<br />
12 135 discor<strong>da</strong>nte 1,0<br />
4.2.2 Realização <strong>da</strong> usinagem<br />
Nesta primeira etapa realizou-se um processo classificatório, para po<strong>de</strong>r<br />
avaliar os parâmetros recomen<strong>da</strong>dos pelo catálogo do fabricante <strong>da</strong> ferramenta.













