

Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
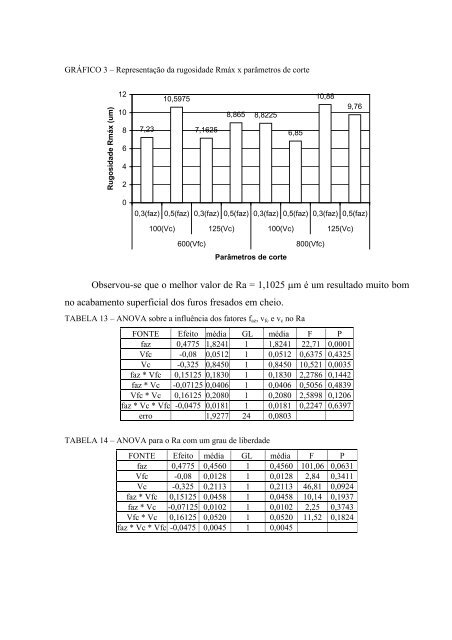
GRÁFICO 3 – Representação <strong>da</strong> rugosi<strong>da</strong><strong>de</strong> Rmáx x parâmetros <strong>de</strong> corte<br />
Rugosi<strong>da</strong><strong>de</strong> Rmáx (um)<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
7,23<br />
10,5975<br />
7,1625<br />
8,865 8,8225<br />
6,85<br />
10,88<br />
9,76<br />
0<br />
0,3(faz) 0,5(faz) 0,3(faz) 0,5(faz) 0,3(faz) 0,5(faz) 0,3(faz) 0,5(faz)<br />
100(Vc) 125(Vc) 100(Vc) 125(Vc)<br />
600(Vfc)<br />
Parâmetros <strong>de</strong> corte<br />
800(Vfc)<br />
Observou-se que o melhor valor <strong>de</strong> Ra = 1,1025 µm é um resultado muito bom<br />
no acabamento superficial dos <strong>furos</strong> fresados em cheio.<br />
TABELA 13 – ANOVA sobre a influência dos fatores f az , v fc e v c no Ra<br />
FONTE Efeito média GL média F P<br />
faz 0,4775 1,8241 1 1,8241 22,71 0,0001<br />
Vfc -0,08 0,0512 1 0,0512 0,6375 0,4325<br />
Vc -0,325 0,8450 1 0,8450 10,521 0,0035<br />
faz * Vfc 0,15125 0,1830 1 0,1830 2,2786 0,1442<br />
faz * Vc -0,07125 0,0406 1 0,0406 0,5056 0,4839<br />
Vfc * Vc 0,16125 0,2080 1 0,2080 2,5898 0,1206<br />
faz * Vc * Vfc -0,0475 0,0181 1 0,0181 0,2247 0,6397<br />
erro 1,9277 24 0,0803<br />
TABELA 14 – ANOVA para o Ra com um grau <strong>de</strong> liber<strong>da</strong><strong>de</strong><br />
FONTE Efeito média GL média F P<br />
faz 0,4775 0,4560 1 0,4560 101,06 0,0631<br />
Vfc -0,08 0,0128 1 0,0128 2,84 0,3411<br />
Vc -0,325 0,2113 1 0,2113 46,81 0,0924<br />
faz * Vfc 0,15125 0,0458 1 0,0458 10,14 0,1937<br />
faz * Vc -0,07125 0,0102 1 0,0102 2,25 0,3743<br />
Vfc * Vc 0,16125 0,0520 1 0,0520 11,52 0,1824<br />
faz * Vc * Vfc -0,0475 0,0045 1 0,0045













