

Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
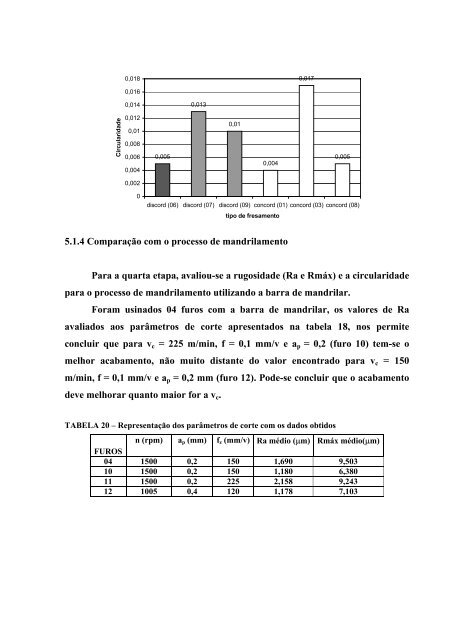
0,018<br />
0,017<br />
0,016<br />
0,014<br />
0,013<br />
Circulari<strong>da</strong><strong>de</strong><br />
0,012<br />
0,01<br />
0,008<br />
0,006<br />
0,004<br />
0,005<br />
0,01<br />
0,004<br />
0,005<br />
0,002<br />
0<br />
discord (06) discord (07) discord (09) concord (01) concord (03) concord (08)<br />
tipo <strong>de</strong> <strong>fresamento</strong><br />
5.1.4 Comparação com o processo <strong>de</strong> mandrilamento<br />
Para a quarta etapa, avaliou-se a rugosi<strong>da</strong><strong>de</strong> (Ra e Rmáx) e a circulari<strong>da</strong><strong>de</strong><br />
para o processo <strong>de</strong> mandrilamento utilizando a barra <strong>de</strong> mandrilar.<br />
Foram usinados 04 <strong>furos</strong> com a barra <strong>de</strong> mandrilar, os valores <strong>de</strong> Ra<br />
avaliados aos parâmetros <strong>de</strong> corte apresentados na tabela 18, nos permite<br />
concluir que para v c = 225 m/min, f = 0,1 mm/v e a p = 0,2 (furo 10) tem-se o<br />
melhor acabamento, não muito distante do valor encontrado para v c = 150<br />
m/min, f = 0,1 mm/v e a p = 0,2 mm (furo 12). Po<strong>de</strong>-se concluir que o acabamento<br />
<strong>de</strong>ve melhorar quanto maior for a v c .<br />
TABELA 20 – Representação dos parâmetros <strong>de</strong> corte com os <strong>da</strong>dos obtidos<br />
n (rpm) a p (mm) f z (mm/v) Ra médio (µm) Rmáx médio(µm)<br />
FUROS<br />
04 1500 0,2 150 1,690 9,503<br />
10 1500 0,2 150 1,180 6,380<br />
11 1500 0,2 225 2,158 9,243<br />
12 1005 0,4 120 1,178 7,103













