

Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Na figura 29 po<strong>de</strong>-se visualizar a fixação<br />
<strong>da</strong> peça, com isso tem-se uma melhor<br />
distribuição <strong>de</strong> tensões, o que evita possíveis<br />
mascaramento dos <strong>da</strong>dos do experimento. Não é<br />
o i<strong>de</strong>al para efeito <strong>de</strong> experiência, <strong>por</strong>ém é o<br />
método mais utilizado nas ferramentarias e<br />
empresas <strong>de</strong> usinagem.<br />
O programa CAM gerou aproxima<strong>da</strong>mente 3000 linhas para a realização <strong>de</strong><br />
ca<strong>da</strong> furo, o programa foi enviado para a máquina e <strong>de</strong>vido ao seu tamanho <strong>de</strong>morou<br />
em receber e iniciar o processo. Para este caso, o programa é feito ponto a ponto, <strong>por</strong><br />
isso o gran<strong>de</strong> número <strong>de</strong> linhas.<br />
Os <strong>furos</strong> foram <strong>realizados</strong> aleatoriamente, como já foi mencionado, além<br />
disso, não se pô<strong>de</strong> comparar os tempos, pois houve uma interrupção para retira<strong>da</strong> do<br />
cavaco, para verificar o seu com<strong>por</strong>tamento.<br />
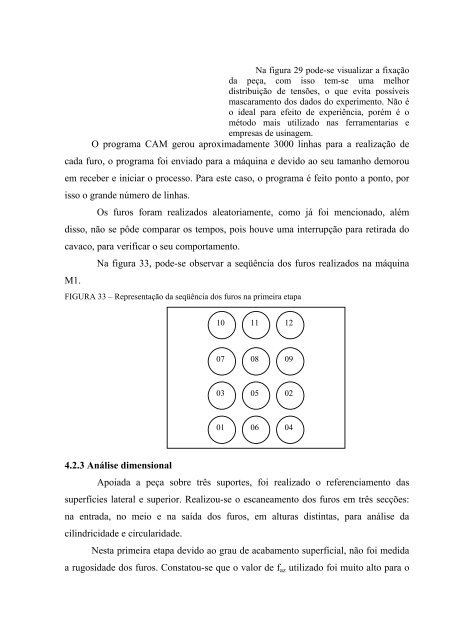
M1.<br />
Na figura 33, po<strong>de</strong>-se observar a seqüência dos <strong>furos</strong> <strong>realizados</strong> na máquina<br />
FIGURA 33 – Representação <strong>da</strong> seqüência dos <strong>furos</strong> na primeira etapa<br />
10 11<br />
12<br />
07 08<br />
09<br />
03 05 02<br />
01<br />
06<br />
04<br />
4.2.3 Análise dimensional<br />
Apoia<strong>da</strong> a peça sobre três su<strong>por</strong>tes, foi realizado o referenciamento <strong>da</strong>s<br />
superfícies lateral e superior. Realizou-se o escaneamento dos <strong>furos</strong> em três secções:<br />
na entra<strong>da</strong>, no meio e na saí<strong>da</strong> dos <strong>furos</strong>, em alturas distintas, para análise <strong>da</strong><br />
cilindrici<strong>da</strong><strong>de</strong> e circulari<strong>da</strong><strong>de</strong>.<br />
Nesta primeira etapa <strong>de</strong>vido ao grau <strong>de</strong> acabamento superficial, não foi medi<strong>da</strong><br />
a rugosi<strong>da</strong><strong>de</strong> dos <strong>furos</strong>. Constatou-se que o valor <strong>de</strong> f az utilizado foi muito alto para o













