encontram os parâmetros v c = 125 m/min, f az = 0,3 mm e v fc no furo 3 é 800 e no furo 6 é 600 mm/min. Com isso, pô<strong>de</strong>-se constatar que os fatores que mais influenciam o tempo é a v fc e o f az , pois quanto maior o v fc e f az menor será o tempo para realizar a usinagem. A rugosi<strong>da</strong><strong>de</strong> é influencia<strong>da</strong> pelo v c e pelo f az , on<strong>de</strong> o f az como já se pô<strong>de</strong> observar no estudo preliminar, é o que mais influencia a rugosi<strong>da</strong><strong>de</strong>. O f az é o fator mais im<strong>por</strong>tante, pois vai influir nos resultados do tempo e na rugosi<strong>da</strong><strong>de</strong>. Quanto menor f az melhor será a rugosi<strong>da</strong><strong>de</strong>. Com isso <strong>de</strong>ve-se aumentar o v fc , para não comprometer a produtivi<strong>da</strong><strong>de</strong> do processo, procurando manter a quali<strong>da</strong><strong>de</strong>. GRÁFICO 14 – Representação do Ra x tempo no FHI em cheio 6,00 5,58 5,58 5,00 4,19 4,19 valores 4,00 3,00 2,00 2,51 1,6125 1,5875 3,35 2,51 1,8950 1,1025 1,4275 3,35 1,9375 1,1250 1,1475 1,00 0,00 1 2 3 4 5 6 7 8 <strong>furos</strong> tempo(min) Ra(um) No mandrilamento po<strong>de</strong>-se observar que os <strong>furos</strong> 4 e 10 possuem os mesmos parâmetros <strong>de</strong> corte e as rugosi<strong>da</strong><strong>de</strong>s diferentes, isso se <strong>de</strong>ve a interferências na usinagem, possivelmente cavacos que riscarão a superfície. O melhor valor <strong>da</strong> rugosi<strong>da</strong><strong>de</strong> ficou no furo 12, on<strong>de</strong> as condições <strong>de</strong> corte são <strong>de</strong> n = 1500rpm, f = 120mm/v e ap = 0,4 mm, o que surpreen<strong>de</strong>, <strong>de</strong>vido o maior ap utilizado. No furo 11 on<strong>de</strong> o f = 225 mm/v a rugosi<strong>da</strong><strong>de</strong> <strong>de</strong>u um valor alto e o tempo <strong>de</strong>u um valor muito baixo, com isso po<strong>de</strong>-se concluir que <strong>de</strong>ve existir um valor ótimo para o avanço e a rotação.
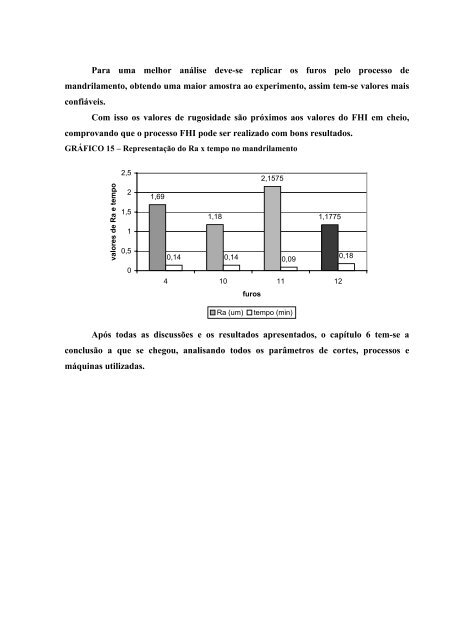
Para uma melhor análise <strong>de</strong>ve-se replicar os <strong>furos</strong> pelo processo <strong>de</strong> mandrilamento, obtendo uma maior amostra ao experimento, assim tem-se valores mais confiáveis. Com isso os valores <strong>de</strong> rugosi<strong>da</strong><strong>de</strong> são próximos aos valores do FHI em cheio, comprovando que o processo FHI po<strong>de</strong> ser realizado com bons resultados. GRÁFICO 15 – Representação do Ra x tempo no mandrilamento valores <strong>de</strong> Ra e tempo 2,5 2 1,5 1 0,5 0 2,1575 1,69 1,18 1,1775 0,14 0,14 0,09 0,18 4 10 11 12 <strong>furos</strong> Ra (um) tempo (min) Após to<strong>da</strong>s as discussões e os resultados apresentados, o capítulo 6 tem-se a conclusão a que se chegou, analisando todos os parâmetros <strong>de</strong> cortes, processos e máquinas utiliza<strong>da</strong>s.
- Page 1 and 2:
MAURO LUIZ PANGRÁCIO ANÁLISE DA Q
- Page 3 and 4:
AGRADECIMENTOS Aos meus pais Mario
- Page 5 and 6:
2.5 Brunimento.....................
- Page 7 and 8:
LISTA DE TABELAS TABELA 1 Parâmetr
- Page 9 and 10:
FIGURA 26 Desenho esquemático sobr
- Page 11 and 12:
LISTA DE ABREVIATURAS ABNT CN CNC C
- Page 13 and 14:
RESUMO A confecção de furos em m
- Page 15 and 16:
CAPÍTULO 01 1.1 CONDIÇÕES GERAIS
- Page 17 and 18:
Nesta dissertação, empregou-se um
- Page 19 and 20:
CAPÍTULO 2 2.1 ESTADO DA ARTE Os f
- Page 21 and 22:
visando maiores informações com r
- Page 23 and 24:
investimento em brocas, e isso tamb
- Page 25 and 26:
dureza elevada. As brocas com haste
- Page 27 and 28:
a - Material da peça O processo de
- Page 29 and 30:
2.3.1 Particularidades do processo
- Page 31 and 32:
2.4 ALARGAMENTO O alargamento é um
- Page 33 and 34:
2.4.3 Aplicação dos alargadores O
- Page 35 and 36:
A retificação é muito utilizada
- Page 37 and 38:
2.7 BROCHAMENTO O brochamento é um
- Page 39 and 40:
consideração os parâmetros: diâ
- Page 41 and 42:
a amplificação estimulada, obtem-
- Page 43 and 44: Cilindricidade A cilindricidade tam
- Page 45 and 46: CAPÍTULO 3 3.1 ESTUDO DO PROCESSO
- Page 47 and 48: 3.2.3 Classificação das fresas qu
- Page 49 and 50: 3.2.5 Fresamento Helicoidal Interpo
- Page 51 and 52: superfícies complexas, onde as má
- Page 53 and 54: FIGURA 15 - Representação dos com
- Page 55 and 56: Weikert, 2002 relata que o fresamen
- Page 57 and 58: (a) (b) (c) (d) (e) (f) Na represen
- Page 59 and 60: Movimento de avanço - movimento en
- Page 61 and 62: v fa = velocidade de avanço axial
- Page 63 and 64: CAPÍTULO 4 4.1 MATERIAIS E MÉTODO
- Page 65 and 66: Geralmente, emprega-se o processo d
- Page 67 and 68: FIGURA 27 - Desenho da fixação e
- Page 69 and 70: do avanço axial. Empregou-se um ru
- Page 71 and 72: Na figura 29 pode-se visualizar a f
- Page 73 and 74: FIGURA 34 - Representação gráfic
- Page 75 and 76: ealizaram as medidas de rugosidade,
- Page 77 and 78: Os parâmetros de corte foram levan
- Page 79 and 80: FIGURA 38 - Representação da seq
- Page 81 and 82: Verificou-se a formação de uma ex
- Page 83 and 84: máxima (Rmáx), entretanto, as con
- Page 85 and 86: GRÁFICO 3 - Representação da rug
- Page 87 and 88: Obteve-se o melhor valor de cilindr
- Page 89 and 90: Rugosidade Ra (um) 1,2 1 0,8 0,6 0,
- Page 91 and 92: GRÁFICO 9 - Representação do Ra
- Page 93: Circularidade (mm) 0,035 0,03 0,025
- Page 97 and 98: significativa, seu tempo de prepara
- Page 99 and 100: 22 GABOR, H. Como atuam os alargado
- Page 101 and 102: APÊNDICE 08 FORMULÁRIO PARA ANOVA
- Page 103: [ média( 800 /100 / 0,3) − XM12.