

Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Nesta etapa fez-se a usinagem FHI para acabamento <strong>de</strong> <strong>furos</strong>, verificando-se os<br />
tipos <strong>de</strong> <strong>fresamento</strong> (concor<strong>da</strong>nte x discor<strong>da</strong>nte), e avaliou-se a rugosi<strong>da</strong><strong>de</strong> pelos<br />
parâmetros Ra e Rmáx e a circulari<strong>da</strong><strong>de</strong>.<br />
Realizaram-se seis <strong>furos</strong> para acabamento, sendo três do tipo concor<strong>da</strong>nte e três<br />
discor<strong>da</strong>ntes, variando o diâmetro <strong>de</strong> 35mm para 38mm, e os parâmetros <strong>de</strong> cortes<br />
utilizados foram: v c =125 m/min, v fc = 800 mm/min e f az = 0,3 mm.<br />
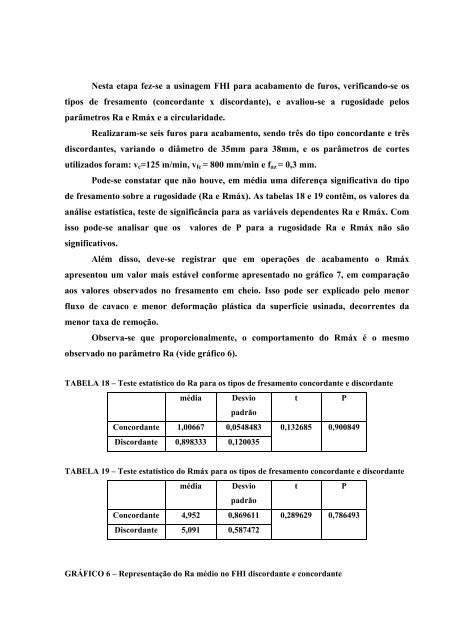
Po<strong>de</strong>-se constatar que não houve, em média uma diferença significativa do tipo<br />
<strong>de</strong> <strong>fresamento</strong> sobre a rugosi<strong>da</strong><strong>de</strong> (Ra e Rmáx). As tabelas 18 e 19 contêm, os valores <strong>da</strong><br />
análise estatística, teste <strong>de</strong> significância para as variáveis <strong>de</strong>pen<strong>de</strong>ntes Ra e Rmáx. Com<br />
isso po<strong>de</strong>-se analisar que os valores <strong>de</strong> P para a rugosi<strong>da</strong><strong>de</strong> Ra e Rmáx não são<br />
significativos.<br />
Além disso, <strong>de</strong>ve-se registrar que em operações <strong>de</strong> acabamento o Rmáx<br />
apresentou um valor mais estável conforme apresentado no gráfico 7, em comparação<br />
aos valores observados no <strong>fresamento</strong> em cheio. Isso po<strong>de</strong> ser explicado pelo menor<br />
fluxo <strong>de</strong> cavaco e menor <strong>de</strong>formação plástica <strong>da</strong> superfície usina<strong>da</strong>, <strong>de</strong>correntes <strong>da</strong><br />
menor taxa <strong>de</strong> remoção.<br />
Observa-se que pro<strong>por</strong>cionalmente, o com<strong>por</strong>tamento do Rmáx é o mesmo<br />
observado no parâmetro Ra (vi<strong>de</strong> gráfico 6).<br />
TABELA 18 – Teste estatístico do Ra para os tipos <strong>de</strong> <strong>fresamento</strong> concor<strong>da</strong>nte e discor<strong>da</strong>nte<br />
média Desvio t<br />
P<br />
padrão<br />
Concor<strong>da</strong>nte 1,00667 0,0548483 0,132685 0,900849<br />
Discor<strong>da</strong>nte 0,898333 0,120035<br />
TABELA 19 – Teste estatístico do Rmáx para os tipos <strong>de</strong> <strong>fresamento</strong> concor<strong>da</strong>nte e discor<strong>da</strong>nte<br />
média Desvio t<br />
P<br />
padrão<br />
Concor<strong>da</strong>nte 4,952 0,869611 0,289629 0,786493<br />
Discor<strong>da</strong>nte 5,091 0,587472<br />
GRÁFICO 6 – Representação do Ra médio no FHI discor<strong>da</strong>nte e concor<strong>da</strong>nte













