

Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ealizaram as medi<strong>da</strong>s <strong>de</strong> rugosi<strong>da</strong><strong>de</strong>, circulari<strong>da</strong><strong>de</strong> e cilindrici<strong>da</strong><strong>de</strong> utilizando os<br />
equipamentos mencionados no início do capítulo.<br />
4.4 ESTUDO DA INFLUÊNCIA DO TIPO DE FRESAMENTO (concor<strong>da</strong>nte X<br />
discor<strong>da</strong>nte)<br />
Nesta terceira etapa o objetivo foi comparar os valores <strong>de</strong> rugosi<strong>da</strong><strong>de</strong>,<br />
circulari<strong>da</strong><strong>de</strong> e cilindrici<strong>da</strong><strong>de</strong>, no processo <strong>fresamento</strong> discor<strong>da</strong>nte e concor<strong>da</strong>nte <strong>de</strong><br />
acabamento, realizado <strong>por</strong> FHI, com pré-furo.<br />
Definiram-se os parâmetros <strong>de</strong> corte pela análise dos resultados obtidos nas<br />
etapas anteriores.<br />
Utilizou-se a mesma peça <strong>da</strong> primeira etapa, com o mesmo método <strong>de</strong> fixação<br />
<strong>da</strong> figura 29. Esta etapa realizou-se na máquina M2.<br />
Todos os programas CNC para esta etapa foram gerados no simulador.<br />
Realizou-se três <strong>furos</strong>, fresados concor<strong>da</strong>nte e três discor<strong>da</strong>ntes, com diâmetro<br />
final <strong>de</strong> 38 mm, todos com acabamento.<br />
As medições <strong>de</strong> rugosi<strong>da</strong><strong>de</strong>, circulari<strong>da</strong><strong>de</strong> e cilindrici<strong>da</strong><strong>de</strong> foram realiza<strong>da</strong>s com<br />
os mesmos equipamentos, nas mesmas condições cita<strong>da</strong>s anteriormente.<br />
4.4.1 Parâmetros para usinagem com pré-furo<br />
Foram <strong>realizados</strong> seis <strong>furos</strong> nas condições <strong>da</strong> tabela abaixo. Utilizou-se a<br />
maior veloci<strong>da</strong><strong>de</strong> <strong>de</strong> corte e avanço e o menor valor do avanço axial <strong>da</strong> segun<strong>da</strong> etapa.<br />
O <strong>fresamento</strong> <strong>de</strong> acabamento foi realizado no sistema discor<strong>da</strong>nte e<br />
concor<strong>da</strong>nte, pois <strong>de</strong>vido à falta <strong>de</strong> informações, po<strong>de</strong>-se analisar a influência do tipo<br />
<strong>de</strong> <strong>fresamento</strong> utilizado.<br />
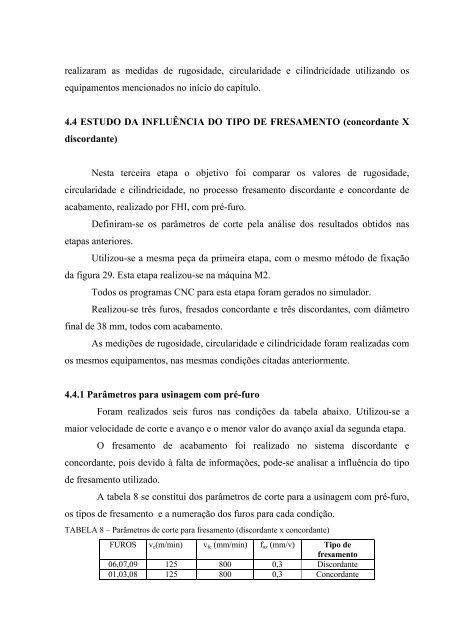
A tabela 8 se constitui dos parâmetros <strong>de</strong> corte para a usinagem com pré-furo,<br />
os tipos <strong>de</strong> <strong>fresamento</strong> e a numeração dos <strong>furos</strong> para ca<strong>da</strong> condição.<br />
TABELA 8 – Parâmetros <strong>de</strong> corte para <strong>fresamento</strong> (discor<strong>da</strong>nte x concor<strong>da</strong>nte)<br />
FUROS v c (m/min) v fc (mm/min) f az (mm/v) Tipo <strong>de</strong><br />
<strong>fresamento</strong><br />
06,07,09 125 800 0,3 Discor<strong>da</strong>nte<br />
01,03,08 125 800 0,3 Concor<strong>da</strong>nte













