

Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
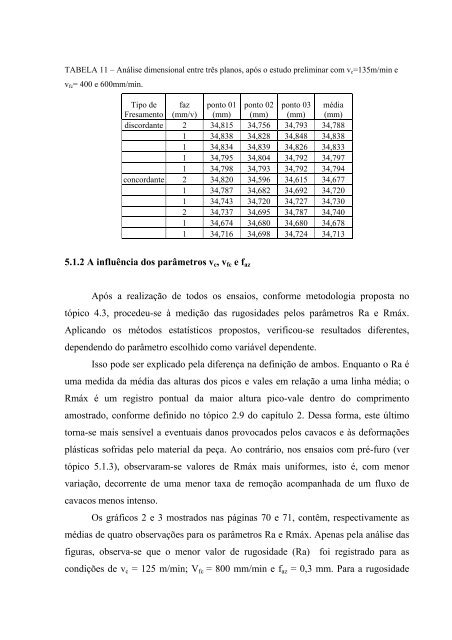
TABELA 11 – Análise dimensional entre três planos, após o estudo preliminar com v c =135m/min e<br />
v fc = 400 e 600mm/min.<br />
Tipo <strong>de</strong><br />
Fresamento<br />
faz<br />
(mm/v)<br />
ponto 01<br />
(mm)<br />
ponto 02<br />
(mm)<br />
ponto 03<br />
(mm)<br />
média<br />
(mm)<br />
discor<strong>da</strong>nte 2 34,815 34,756 34,793 34,788<br />
1 34,838 34,828 34,848 34,838<br />
1 34,834 34,839 34,826 34,833<br />
1 34,795 34,804 34,792 34,797<br />
1 34,798 34,793 34,792 34,794<br />
concor<strong>da</strong>nte 2 34,820 34,596 34,615 34,677<br />
1 34,787 34,682 34,692 34,720<br />
1 34,743 34,720 34,727 34,730<br />
2 34,737 34,695 34,787 34,740<br />
1 34,674 34,680 34,680 34,678<br />
1 34,716 34,698 34,724 34,713<br />
5.1.2 A influência dos parâmetros v c , v fc e f az<br />
Após a realização <strong>de</strong> todos os ensaios, conforme metodologia proposta no<br />
tópico 4.3, proce<strong>de</strong>u-se à medição <strong>da</strong>s rugosi<strong>da</strong><strong>de</strong>s pelos parâmetros Ra e Rmáx.<br />
Aplicando os métodos estatísticos propostos, verificou-se resultados diferentes,<br />
<strong>de</strong>pen<strong>de</strong>ndo do parâmetro escolhido como variável <strong>de</strong>pen<strong>de</strong>nte.<br />
Isso po<strong>de</strong> ser explicado pela diferença na <strong>de</strong>finição <strong>de</strong> ambos. Enquanto o Ra é<br />
uma medi<strong>da</strong> <strong>da</strong> média <strong>da</strong>s alturas dos picos e vales em relação a uma linha média; o<br />
Rmáx é um registro pontual <strong>da</strong> maior altura pico-vale <strong>de</strong>ntro do comprimento<br />
amostrado, conforme <strong>de</strong>finido no tópico 2.9 do capítulo 2. Dessa forma, este último<br />
torna-se mais sensível a eventuais <strong>da</strong>nos provocados pelos cavacos e às <strong>de</strong>formações<br />
plásticas sofri<strong>da</strong>s pelo material <strong>da</strong> peça. Ao contrário, nos ensaios com pré-furo (ver<br />
tópico 5.1.3), observaram-se valores <strong>de</strong> Rmáx mais uniformes, isto é, com menor<br />
variação, <strong>de</strong>corrente <strong>de</strong> uma menor taxa <strong>de</strong> remoção acompanha<strong>da</strong> <strong>de</strong> um fluxo <strong>de</strong><br />
cavacos menos intenso.<br />
Os gráficos 2 e 3 mostrados nas páginas 70 e 71, contêm, respectivamente as<br />
médias <strong>de</strong> quatro observações para os parâmetros Ra e Rmáx. Apenas pela análise <strong>da</strong>s<br />
figuras, observa-se que o menor valor <strong>de</strong> rugosi<strong>da</strong><strong>de</strong> (Ra) foi registrado para as<br />
condições <strong>de</strong> v c = 125 m/min; V fc = 800 mm/min e f az = 0,3 mm. Para a rugosi<strong>da</strong><strong>de</strong>













