

Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...
Análise da qualidade de furos realizados por fresamento helicoidal ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
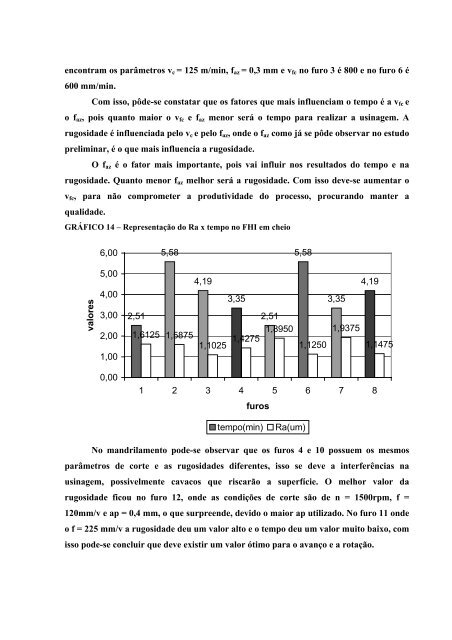
encontram os parâmetros v c = 125 m/min, f az = 0,3 mm e v fc no furo 3 é 800 e no furo 6 é<br />
600 mm/min.<br />
Com isso, pô<strong>de</strong>-se constatar que os fatores que mais influenciam o tempo é a v fc e<br />
o f az , pois quanto maior o v fc e f az menor será o tempo para realizar a usinagem. A<br />
rugosi<strong>da</strong><strong>de</strong> é influencia<strong>da</strong> pelo v c e pelo f az , on<strong>de</strong> o f az como já se pô<strong>de</strong> observar no estudo<br />
preliminar, é o que mais influencia a rugosi<strong>da</strong><strong>de</strong>.<br />
O f az é o fator mais im<strong>por</strong>tante, pois vai influir nos resultados do tempo e na<br />
rugosi<strong>da</strong><strong>de</strong>. Quanto menor f az melhor será a rugosi<strong>da</strong><strong>de</strong>. Com isso <strong>de</strong>ve-se aumentar o<br />
v fc , para não comprometer a produtivi<strong>da</strong><strong>de</strong> do processo, procurando manter a<br />
quali<strong>da</strong><strong>de</strong>.<br />
GRÁFICO 14 – Representação do Ra x tempo no FHI em cheio<br />
6,00<br />
5,58<br />
5,58<br />
5,00<br />
4,19<br />
4,19<br />
valores<br />
4,00<br />
3,00<br />
2,00<br />
2,51<br />
1,6125 1,5875<br />
3,35<br />
2,51<br />
1,8950<br />
1,1025 1,4275<br />
3,35<br />
1,9375<br />
1,1250<br />
1,1475<br />
1,00<br />
0,00<br />
1 2 3 4 5 6 7 8<br />
<strong>furos</strong><br />
tempo(min)<br />
Ra(um)<br />
No mandrilamento po<strong>de</strong>-se observar que os <strong>furos</strong> 4 e 10 possuem os mesmos<br />
parâmetros <strong>de</strong> corte e as rugosi<strong>da</strong><strong>de</strong>s diferentes, isso se <strong>de</strong>ve a interferências na<br />
usinagem, possivelmente cavacos que riscarão a superfície. O melhor valor <strong>da</strong><br />
rugosi<strong>da</strong><strong>de</strong> ficou no furo 12, on<strong>de</strong> as condições <strong>de</strong> corte são <strong>de</strong> n = 1500rpm, f =<br />
120mm/v e ap = 0,4 mm, o que surpreen<strong>de</strong>, <strong>de</strong>vido o maior ap utilizado. No furo 11 on<strong>de</strong><br />
o f = 225 mm/v a rugosi<strong>da</strong><strong>de</strong> <strong>de</strong>u um valor alto e o tempo <strong>de</strong>u um valor muito baixo, com<br />
isso po<strong>de</strong>-se concluir que <strong>de</strong>ve existir um valor ótimo para o avanço e a rotação.













