Metalle II, Teil c - Lehrstuhl Metallische Werkstoffe, Universität ...
Metalle II, Teil c - Lehrstuhl Metallische Werkstoffe, Universität ...
Metalle II, Teil c - Lehrstuhl Metallische Werkstoffe, Universität ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Eindimensionale Fehlordnung (Versetzung)<br />
Wie lässt sich eine plastische Verformung von mehreren Prozent erzielen?<br />
Warum verhält sich unter bestimmten Bedingungen ein duktiler Werkstoff spröde?<br />
Warum verändern sich die Festigkeitskennwerte in Abhängigkeit von der Temperatur<br />
unterschiedlich?<br />
...<br />
Für den Brückenschlag zwischen <strong>Werkstoffe</strong>igenschaften und den Mechanismen in Gefüge<br />
und Struktur werden bei <strong>Metalle</strong>n die Versetzungen herangezogen werden. Die Versetzungen<br />
durchziehen als Linien den Kristall und bilden für die <strong>Werkstoffe</strong>igenschaften von <strong>Metalle</strong>n<br />
entscheidende Instabilitäten.<br />
==> Schlüsselstellung dieses Kapitels für das Verständnis der Verformung und<br />
Wärmebehandlung<br />
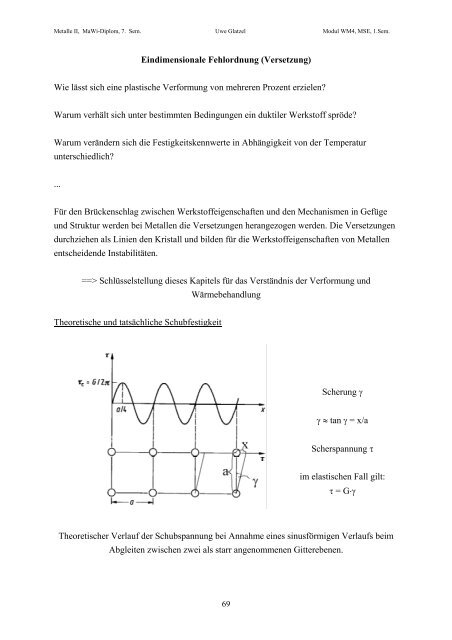
Theoretische und tatsächliche Schubfestigkeit<br />
Scherung γ<br />
γ ≈ tan γ = x/a<br />
Scherspannung τ<br />
im elastischen Fall gilt:<br />
τ = G⋅γ<br />
Theoretischer Verlauf der Schubspannung bei Annahme eines sinusförmigen Verlaufs beim<br />
Abgleiten zwischen zwei als starr angenommenen Gitterebenen.<br />
69
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
2 x<br />
Annahme: Sinusförmiger Spannungsverlauf: τ = c ⋅sin a<br />
für kleine Auslenkungen x ist:<br />
2πx<br />
τ ≈ c ⋅<br />
a<br />
mit der Definition des Schubmoduls G := τ/γ = τ⋅a/x => τ = G⋅x/a<br />
==> c = G/(2⋅π) ≈ G/6<br />
2 x<br />
somit ergibt sich τ(x) ≈ G/6 sin π<br />
a<br />
und eine maximale Schubspannung bei x = a/4 zu:<br />
τ theor. max. ≈ G/6<br />
Verbesserte theoretische Ansätze, welche die interatomaren Kräfte besser berücksichtigen<br />
ergeben τ th ≈ G/30. Diese theoretischen Werte werden nur für nadelförmige Einkristalle<br />
(Whisker, Längen zu Durchmesserverhältnis von ≈ 100) erreicht. Ansonsten ergibt sich:<br />
Material<br />
Schubmodul<br />
[MPa]<br />
theoretische Schubfestigkeit<br />
τ th [MPa]<br />
gemessene Schubfestigkeit<br />
bei RT [MPa]<br />
Fe 83.000 2.700 20<br />
Al 27.000 900 1<br />
Whisker:<br />
Graphit<br />
Fe<br />
700.000<br />
210.000<br />
25.000<br />
7.000<br />
20.000<br />
12.000<br />
Die Unterschiede von mehreren Größenordnungen an realen Kristallen erklärt sich über die<br />
Störungen im Kristallaufbau, insbesondere über die Versetzungen. Es bewegt sich eine<br />
"Gleitwelle" über die Ebene. Dadurch erfolgt die Verschiebung der Atome nicht mehr<br />
gleichzeitig, sondern nacheinander. Im zeitlichen Ablauf sind nur die unmittelbar der<br />
Versetzungslinie benachbarten Atome beteiligt.<br />
70
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Entstehung einer Versetzung im Kugelmodell: a) ungestörter Aufbau; b) Entstehung der<br />
Versetzung am Ort x; c) Wanderung; d) ungestörter Aufbau mit der oberen Reihe gegen die<br />
untere um einen Abstand verschoben.<br />
71
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Ähnliche Modelle<br />
Versetzungen in kubisch-primitiver Struktur (Versetzungstypen)<br />
Entstehung einer Stufenversetzung. Die obere Hälfte des Kristalls steht unter<br />
Druckspannungen, die untere unter Zugspannungen. Das Ende der eingeschobenen Halbebene<br />
ist die Versetzungslinie.<br />
Neben der Versetzungslinie (Linienvektor) ist noch der Burgersvektor b r einzuführen. Diese<br />
beiden Vektoren bestimmen die Versetzung vollständig. Der Burgersumlauf wird einmal im<br />
ungestörtem und einmal im gestörten Kristall durchgeführt. Der Verbindungsvektor zwischen<br />
Umlauf im gestörten und Umlauf im ungestörtem Kristall ist der Burgersvektor. Zur<br />
Vorzeichenkonvention gilt für eine Stufenversetzung: Die eingeschobene Halbebene liegt in<br />
72
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
der Richtung in die der Vektor s r x b r zeigt (Schraubenversetzung: s r ↑↑ b r => right-handscrew<br />
RHS, s r ↑↓ b r => LHS).<br />
Konvention: fsrhbg (finish → start, right hand, bad → good)<br />
Burgersumlauf um eine Stufenversetzung. Der Winkel zwischen s r und b r beträgt 90°. s r zeigt<br />
in die Zeichenebene hinein.<br />
Modell zur Bildung einer Schraubenversetzung mit zugehörigem Burgersumlauf. s r und b r<br />
sind parallel. s r (Pfeil in Bildmitte) zeigt nach vorne links.<br />
In Versetzungsknoten ergibt sich der Erhaltungssatz für die Burgersvektoren: b r 1<br />
+ b r 2<br />
+ b r 3<br />
= 0.<br />
Versetzungslinien können prinzipiell nur in Knoten, Fehlstellen (z.B. Ausscheidungen),<br />
Korngrenzen oder an der Oberfläche enden. Bewegungsrichtungen von Knoten können<br />
berechnet werden durch den Vergleich der Linienspannungen der angreifenden Versetzungen<br />
(siehe Glatzel, Forbes, Nix, Phil. Mag.).<br />
73
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Burgersumläufe (mit Linienvektoren vom Knoten wegführend) werden um die einzelnen<br />
Versetzungen sowie um die Versetzung 2 und 3 durchgeführt.<br />
Darstellung einer gemischten Versetzung. In A liegt eine RHS-Schraubenversetzung, in C<br />
eine Stufenversetzung (eingeschoben Halbebene nach oben). Offene Kreise sind die<br />
Atompositionen oberhalb der Gleitebene, schwarze Punkte die Positionen unterhalb der<br />
Gleitebene.<br />
Die Bewegung einer Versetzungslinie erfolgt in der Gleitebene, senkrecht zur Linie. Eine<br />
Versetzung kann im Kristall nicht enden! Das heißt die Versetzungslinie ist entweder im<br />
Kristall geschlossen, bildet Knoten oder endet an der Kristalloberfläche.<br />
74
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Direkte Abbildung einer Stufenversetzung in Silizium mit Hilfe der hochauflösenden<br />
Durchstrahlungselektronenmikroskopie. Helle Punkte entsprechen der Position von<br />
Atomsäulen in der dünnen Folie. Das untere Bild zeigt die Sicht unter einem flachen Winkel<br />
in Richtung der eingeschobenen Halbebene.<br />
Quergleiten einer reinen Schraubenversetzung<br />
vor einem Hindernis.<br />
Gleit- und Quergleitspuren in einem<br />
Kupfereinkristall.<br />
75
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Ausbreitung einer gemischten Versetzung mit der Bildung einer Gleitstufe.<br />
Versetzungsring. Breitet sich dieser Versetzungsring über den gesamten Kristall aus, d.h. er<br />
wandert bis zur Oberfläche, so entsteht eine Stufe vom Betrag und Richtung des<br />
Burgersvektors. Das obere Viertel des Kreises entspricht dem vorhergehenden Bild.<br />
Klettern einer Stufenversetzung durch Anlagerung von Leerstellen (L). Die<br />
Leerstellenanlagerung muss entlang der gesamten Versetzungslinie erfolgen. Die<br />
freiwerdenden Atome nehmen die Plätze der Leerstellen ein.<br />
76
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Entstehung von Sprüngen (engl. Kinks) durch lokales Versetzungsklettern einer<br />
Stufenversetzung<br />
Durch Leerstellenausscheidung entstandener<br />
Versetzungsring (Frank-Versetzung).<br />
Der Versetzungsring kollabiert im kfz-Gitter<br />
zum Stapelfehler.<br />
Ist eine Quelle vorhanden, die ständig Versetzungsringe emittiert, so ergibt sich eine<br />
makroskopische Gleitstufe an den Austrittslinien der Gleitebene.<br />
Makroskopische Verformung und Versetzungslaufwege<br />
Die Scherung γ ist bei einer Kristallhöhe H gegeben zu:<br />
γ = b/H<br />
77
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Ist die Versetzung nur eine Strecke x im Kristall vorangeschritten ergibt sich δ = L<br />
x ⋅b. Für die<br />
makroskopisch meßbare Verformung Δ gilt:<br />
n<br />
Δ = ∑δ<br />
i=<br />
1<br />
i<br />
=<br />
b<br />
L<br />
n<br />
∑ x i<br />
i=<br />
1<br />
n<br />
Δ b<br />
b<br />
und für die makroskopische Scherung: γ = = H<br />
∑ x i<br />
= x ⋅ n<br />
H ⋅ L i=<br />
1 H ⋅ L<br />
Mit dem mittleren Laufweg x und der Zahl der Versetzungen n.<br />
Bildung einer Gleitstufe beim Durchlaufen einer Versetzung durch den Kristall.<br />
Proportionalität zwischen Versetzungslaufweg und Abgleitung beim Durchlaufen einer<br />
Versetzungslinie durch einen <strong>Teil</strong> des Kristalls<br />
78
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Definition der Versetzungsdichte als Linienlänge pro Volumen. Mit der Einheit m -2 . Der<br />
mittlere Abstand zwischen den Versetzungen ist dann gegeben durch<br />
1 .<br />
ρ<br />
Die Zahl der Versetzungen (Versetzungsdurchstoßpunkte) pro Fläche entspricht der<br />
Versetzungsdichte:<br />
n<br />
ρ = ==> γ = ρ⋅b⋅ x<br />
H ⋅ L<br />
Genau genommen entspricht die Dichte ρ der Dichte der gleitenden Versetzungen. Da neben<br />
den gleitfähigen Versetzungen immer auch nichtgleitfähige Versetzungen vorhanden sind<br />
ergibt sich, dass ρ Ges. > ρ ist. Das heißt, das mit zunehmender Verformung auch die<br />
Versetzungsdichte zunehmen muß. Damit ergibt sich durch eine begrenzte Versetzungsdichte<br />
auch ein begrenztes Formänderungsvermögen.<br />
Versetzungsdichte<br />
[m -2 ]<br />
Material<br />
mittlerer Abstand zwischen<br />
den Versetzungen<br />
10 7 sehr gute Einkristalle ≈ 300 μm<br />
10 10 – 10 12 Realkristalle ≈ 1 – 10 μm<br />
10 16 nach Kaltverformung ≈ 10 nm<br />
79
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
unverformter Ausgangszustand,<br />
zweiphasige<br />
Nickelbasissuperlegierung CMSX-4,<br />
frei von Versetzungen.<br />
Versetzungsdichte ρ ≈ 10 11 m -2<br />
Nach 1h Kriechverformung bei<br />
850°C, Spannung σ = 500 MPa bis<br />
zu einer Dehnung von 0.14%.<br />
ρ ≈ 10 13 m -2<br />
Lastachse<br />
Nach 230h Kriechverformung bei<br />
850°C, σ = 500 MPa bis zu einer<br />
Dehnung von 0.6%.<br />
ρ ≈ 10 14 m -2<br />
Lastachse<br />
Abbildung des Verzerrungsfeldes um Versetzungen (schwarze Linien) mit Hilfe des<br />
Beugungskontrastes im Transmissionselektronenmikroskop (mittlere Vergrößerung).<br />
80
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Bei der Hochtemperaturverformung annihilieren sich die Versetzungen (löschen sich<br />
gegenseitig aus) auf Grund ihrer höheren Beweglichkeit und somit lassen sich höhere<br />
Verformungen erzielen als bei der Kaltverformung => Warmformgebung.<br />
Exakte 3-dimensionale Darstellung der Scherung durch Abgleiten auf einem Gleitsystem i:<br />
mit<br />
r<br />
b<br />
i<br />
t<br />
γ<br />
i<br />
r<br />
⊗ n<br />
i<br />
= ρ<br />
i<br />
r<br />
b<br />
⎛ b1n<br />
⎜<br />
= ⎜b<br />
2<br />
n<br />
⎜<br />
⎝ b3n<br />
i<br />
1<br />
x<br />
1<br />
1<br />
i<br />
⎛<br />
r<br />
⎜bˆ<br />
⎝<br />
b<br />
b<br />
b<br />
1<br />
2<br />
3<br />
i<br />
n<br />
n<br />
n<br />
r<br />
⊗ nˆ<br />
2<br />
2<br />
2<br />
i<br />
⎞<br />
⎟<br />
⎠<br />
b<br />
b<br />
b<br />
1<br />
2<br />
3<br />
n<br />
n<br />
n<br />
3<br />
3<br />
3<br />
⎞<br />
⎟<br />
⎟<br />
⎟<br />
⎠<br />
Beanspruchungsgeschwindigkeit und -temperatur<br />
Entscheidend für die Dynamik der Verformung ist die Versetzungsgeschwindigkeit. Im<br />
Werkstoff können sich Spannungen nur bis zu einer Höhe aufbauen, bei der sie durch<br />
abgleitende Versetzungen, d.h. plastische Verformung wieder abgebaut werden. Daraus ergibt<br />
sich ein Zusammenhang zwischen Beweglichkeit der Versetzungen, Spannungszustand,<br />
Verformungs- und Bruchverhalten.<br />
Es gilt: γ = b⋅ρ⋅ x mit der mittleren freien Weglänge x für die Bewegung einer<br />
Versetzung. Differenzieren nach der Zeit ergibt:<br />
∂ γ<br />
∂t<br />
= γ& = b⋅ρ⋅ v<br />
Dies besagt, dass die erzielbare Verformungsgeschwindigkeit proportional zur<br />
Gleitversetzungsdichte, dem Betrag des Burgersvektors und der mittleren<br />
Versetzungsgeschwindigkeit v ist. Die einzelnen Größen der rechten Seite sind nicht<br />
unabhängig voneinander.<br />
Die theoretische Obergrenze für die Versetzungsgeschwindigkeit ist die<br />
Schallgeschwindigkeit (im Bereich von 3-5 km/s). Für eine Schraubenversetzung gilt:<br />
2<br />
⎛ ∂<br />
⎜<br />
⎝ ∂x<br />
2<br />
2<br />
∂<br />
+<br />
∂y<br />
2<br />
⎞<br />
⎟u<br />
⎠<br />
z<br />
ρ ∂ u<br />
=<br />
G ∂t<br />
2<br />
z<br />
2<br />
81
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Hier ist ρ das spezifische Gewicht des Materials. Dies ist identisch mit der Wellengleichung<br />
für die Transversalwelle mit c = G 2 t<br />
. Dies ergibt bei einer Versetzungsdichte von 10 12 m -2<br />
ρ<br />
(Versetzungsdichte in Realkristallen) bis 10 16 m -2 (kaltverformtes Material) ein γ&<br />
max<br />
von ca.<br />
10 5 - 10 10 1/s.<br />
Eine anschauliche Erklärung ist durch die Bewegung der Atome gegeben. Durchläuft eine<br />
Versetzung den Kristall, so müssen die Atome beschleunigt und gebremst werden. Dies führt<br />
zu Energieabstrahlung in Form von Gitterwellen. Die Kinetik ist stark vom<br />
Versetzungscharakter abhängig. => Es wird angenommen, dass eine Stufenversetzung ca.<br />
10-50 schwächer gebremst wird als eine Schraubenversetzung, im Gegensatz dazu ist die<br />
Linienenergie einer Schraubenversetzung um ca. 50% geringer als die einer Stufenversetzung<br />
(siehe das übernächste Kapitel).<br />
In realen <strong>Werkstoffe</strong>n ist die Versetzungsbeweglichkeit nochmals stark eingeschränkt. Die<br />
freie Weglänge zur Beschleunigung steht nicht zur Verfügung, andere Gitterbaufehler<br />
bremsen, bzw. behindern die Bewegung.<br />
Die Einflussgrößen auf die Versetzungsbeweglichkeit wirken nur in geringem Maße auf die<br />
Bindungskräfte zwischen den Atomen. Übersteigt die Streckgrenze (Beginn der Spannung,<br />
die den Beginn der Versetzungsbewegung kennzeichnet) die Bruchfestigkeit σ B , so ergibt<br />
sich sprödes Werkstoffverhalten.<br />
Stark vereinfachte Interpretation der Gleichung:<br />
γ = b⋅ρ⋅ x<br />
Wird die Versetzungsbeweglichkeit stark behindert ( x → 0), so verringert sich die<br />
Sicherheitsspanne, der Werkstoff hat kein Formänderungsvermögen mehr (da γ → 0).<br />
Dadurch steigt zwar die Elastizitätsgrenze (σ 0.2 nimmt zu), aber der Werkstoff verhält sich<br />
spröde.<br />
=> In der Regel haben festigkeitssteigernde Maßnahmen eine versprödende Wirkung, die sich<br />
in einer Zunahme der Kerbschlagempfindlichkeit äußern.<br />
82
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Spannungs-Dehnungs-Schaubilder für:<br />
Werkstoff mit plastischem Formänderungsverhalten<br />
(duktiler Werkstoff). Versetzungsverhalten<br />
(spröder Werkstoff). Bruch tritt vor<br />
Werkstoff ohne plastisches Formänderungsbewegung<br />
tritt ein, bevor σ B erreicht wird. der Versetzungsbewegung ein.<br />
In Einkristallen sehr hoher Reinheit können drei Bereiche im Zugversuch unterschieden<br />
werden. Die Verfestigung (Steigung im Spannungs-Dehnungsdiagramm) ist im Bereich<br />
gering (easy-glide Bereich). Sie ist im Bereich <strong>II</strong> größer und konstant. Die Versetzung<br />
behindern sich auf Grund der zunehmenden Dichte gegenseitig. Im Bereich <strong>II</strong>I sind die<br />
Spannungen so groß, dass Hindernissen durch Quergleiten bei Schraubenversetzungen und<br />
Umklettern bei Stufenversetzungen umgangen werden können. Damit werden<br />
Gleitbehinderungen aufgehoben und die Verfestigung nimmt wieder ab. Auch gegenseitige<br />
Auslöschung ist möglich.<br />
83
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Schubspannungs-Abgleitungskurven von sehr reinen Einkristallen.<br />
In vielkristallinen, technischen <strong>Werkstoffe</strong>n ergibt sich nach Überschreiten der Streckgrenze<br />
ein Verlauf, der dem Bereich <strong>II</strong>I der Einkristallverformung ähnelt. Das Aufreißen der<br />
Bindungen zwischen den Atomen ergibt sich wenn das plastische Formänderungsvermögen<br />
erschöpft ist.<br />
Die plastische Verformung erfolgt über Versetzungsbewegungen. Diese Versetzungsbewegungen<br />
führen jedoch auch zu einer Versetzungsmultiplikation da die<br />
Wahrscheinlichkeit, dass Versetzungen sich sehr nahe kommen und dadurch eine<br />
Wechselwirkung auftritt steigt. Dies führt zu einer Zunahme der Versetzungsdichte, was in<br />
den nächsten Schaubildern veranschaulicht wird.<br />
Die Festigkeitssteigerung durch Kaltverformung beruht auf einer Erhöhung der<br />
Versetzungsdichte.<br />
84
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Verlauf von Festigkeit und Streckgrenze in Abhängigkeit der Höhe der Kaltverformung.<br />
Die Umwandlungshärtung (Martensithärtung) von Stahl bewirkt hohe innere Spannungen<br />
durch zwangsgelöste Kohlenstoffatome. In diesen Spannungsfeldern ist die<br />
Versetzungsbeweglichkeit erheblich eingeschränkt.<br />
Schematische Darstellung des Spannungs-Dehnungs-Diagramms eines Vergütungsstahls in<br />
Abhängigkeit von der Wärmebehandlung.<br />
gehärtet (martensitisch) vergütet (gehärtet und<br />
angelassen)<br />
normalgeglüht (weich)<br />
<strong>Metalle</strong>, die sich durch Aushärtung verfestigen lassen (z.B. Aluminiumlegierungen) gewinnen<br />
ihren Festigkeitszuwachs durch feindispers ausgeschiedene Zweitphasen. Auch diese<br />
blockieren bzw. behindern Gleitvorgänge.<br />
85
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Auch die Bauteilgeometrie kann mehrachsige Spannungszustände erzeugen, die sich auf die<br />
Versetzungsbewegung stark behindernd auswirken. Hierzu gehören z.B. auch Schweißnähte<br />
(metallurgische Kerben).<br />
Einfluss einer mehrachsigen Beanspruchung, z.B. durch Kerben oder Schweißeinflusszonen.<br />
Auch die Tieftemperaturversprödung läßt sich durch die Beweglichkeit von Versetzungen<br />
erklären. Versetzungen können Sprünge aufweisen. Durch diese Sprünge ist die<br />
Beweglichkeit stark von den nulldimensionalen Fehlstellen abhängig. Mit zunehmender<br />
Temperatur nimmt die Beweglichkeit der nulldimensionalen Fehlstellen (i.A. den Leerstellen)<br />
zu und somit können die Versetzungen kleine Hindernisse leichter überwinden. D.h. der<br />
Werkstoff wird mit zunehmender Temperatur duktiler, mit abnehmender Temperatur spröder.<br />
DBTT<br />
Abhängigkeit der Bruchspannung angerissener <strong>Teil</strong>e von der Fehlergröße und der Temperatur<br />
86
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
T < T D mittlere Temperatur hohe Temperatur<br />
(Crack Arrest Temperature)<br />
auch ein rissfreies Bauteil<br />
erleidet einen<br />
verformungslosen Sprödbruch<br />
Spannungszustand in der<br />
Rissspitze bestimmt das<br />
Formänderungsverhalten<br />
ein sich ausbreitender Riss<br />
wird durch das hohe<br />
Formänderungsvermögen des<br />
Werkstoffs aufgefangen<br />
Kräfte und Spannungen an einer Versetzungslinie (Peach-Koehler Kraft)<br />
Die Peierlsspannung τ P ist nötig um eine Versetzung durch den Kristall zu bewegen. Sie läßt<br />
sich aus der periodischen Schwankung der potentiellen Energie der sich durch das Gitter<br />
bewegenden Versetzungslinie erklären.<br />
Der Körper stehe unter reiner Scherbeanspruchung, d.h. eine Kraft F r wirkt parallel zur<br />
Grund- und Deckfläche eines quaderförmigen Volumenelementes. Es wirkt die<br />
Schubspannung:<br />
τ =<br />
r<br />
F<br />
L ⋅ T<br />
Schubspannung τ<br />
Die Verschiebung des Volumens ergibt sich zu:<br />
dW 1 =<br />
d δ r<br />
=<br />
r r b<br />
F ⋅ d δ = τ⋅L⋅T dx<br />
L<br />
r<br />
b<br />
dx dadurch wird die Arbeit<br />
L<br />
geleistet.<br />
87
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Diese Arbeit muß gleich sein einer Arbeit, die von einer virtuellen Kraft f r auf die<br />
Versetzungslinie (d.h. Einheit von Kraft/Länge) zu leisten ist.<br />
dW 2 = f r ⋅T⋅ dx<br />
r<br />
Zur Herleitung der Peach-Koehler Kraft<br />
Es ergibt sich:<br />
f⋅T⋅dx = τ⋅T⋅b⋅dx f = τ⋅b<br />
Aus einer vektoriellen Herleitung folgt die Kraft pro Versetzungslänge zu:<br />
F r PK = - ŝr × (σ b r )<br />
Als Peach-Koehler-Kraft. Die Peach-Koehler Kraft ist somit grundsätzlich senkrecht zur<br />
Versetzungslinie. Das ergibt einen konstanten Betrag der Gleitkraft in Richtung des<br />
Burgersvektors auf eine Versetzung (unabhängig von ihrem Linienvektor) auf Grund eines<br />
Spannungsfeldes σ (3x3 Matrix) zu:<br />
r t r<br />
F G = nˆ σ b<br />
Für die Komponente der Kletterkraft gilt:<br />
F K =<br />
mit dem Stufenanteil des Burgersvektors b r e<br />
.<br />
r t r<br />
− bˆ e σ b<br />
Aus dem Aufbau der Versetzungen ergibt sich außerhalb des Versetzungskernes eine<br />
elastische Verzerrung des Gitters (siehe Bilder auf Seite 68ff im Skript H2a). Die elastischen<br />
Dehnungen und Spannungen können über die linear elastische Theorie aus dem<br />
Verschiebungsfeld der Versetzungen berechnet werden. Das Verschiebungsfeld ergibt sich<br />
wiederum aus der Zylindersymmetrie und dem Burgersumlauf (siehe auch die Vorlesung<br />
"Theoretische Grundlagen der Materialwissenschaft").<br />
88
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Spannungsfeld einer Versetzung<br />
Das Verzerrungsfeld einer Schraubenversetzung im isotropen Medium (Schubmodul G und<br />
Poissonkonstante ν) wird hergeleitet zu (right-hand-screw, d.h. Linienvektor und<br />
Burgersvektor parallel und in z-Richtung):<br />
r<br />
u Schraube<br />
(x, y,z)<br />
⎛ ⎞<br />
⎜ 0 ⎟<br />
b ⎜ ⎟<br />
= ⎜ 0 ⎟<br />
2π<br />
⎜ ⎛ y ⎞⎟<br />
arctan⎜<br />
⎟<br />
⎝ ⎝ x ⎠⎠<br />
Das einer Stufe zu (Linienvektor || z, Burgersvektor || x):<br />
u<br />
r<br />
Stufe<br />
(x, y,z) =<br />
⎛<br />
⎜<br />
⎜<br />
⎜<br />
⎜<br />
b ⎜<br />
2π<br />
⎜ 2(1<br />
⎜<br />
⎜<br />
⎜<br />
⎜<br />
⎝<br />
xy<br />
2(1 − ν)(x<br />
−<br />
− ν<br />
x<br />
)(x<br />
2<br />
2<br />
+ y<br />
2<br />
2<br />
+ y<br />
2<br />
⎛ y ⎞<br />
+ arctan⎜<br />
⎟<br />
) ⎝ x ⎠<br />
1−<br />
2ν<br />
− log<br />
) 4(1 − ν)<br />
0<br />
⎟<br />
⎟<br />
⎟<br />
⎟<br />
⎟<br />
2 2<br />
( x + y )<br />
⎞<br />
⎟<br />
⎟<br />
⎟<br />
⎟<br />
⎟<br />
⎠<br />
Aus dem Verschiebungsfeld ergibt sich das lokale Dehnungsfeld (Tensor 2. Stufe) zu:<br />
1 ∂u<br />
ε ij = ( 2 ∂x<br />
und das Spannungsfeld um eine Versetzung aus der linear elastischen Theorie. Sowohl für<br />
Schrauben- als auch für Stufenversetzungen lässt sich zeigen, dass das Spannungsfeld<br />
i<br />
j<br />
+<br />
∂u<br />
∂x<br />
j<br />
i<br />
)<br />
reziprok zum Abstand zur Versetzungslinie r =<br />
2 2<br />
x + y abfällt.<br />
oder in Zylinderkoordinaten:<br />
σ<br />
Schraube<br />
σ<br />
Schraube<br />
G b<br />
=<br />
2 π r<br />
2<br />
⎛ 0<br />
⎜<br />
⎜ 0<br />
⎜<br />
⎝−<br />
y<br />
⎛0<br />
G b ⎜<br />
= ⎜0<br />
2 π r ⎜<br />
⎝0<br />
0<br />
0<br />
1<br />
0<br />
0<br />
x<br />
0⎞<br />
⎟<br />
1⎟<br />
0⎟<br />
⎠<br />
− y⎞<br />
⎟<br />
x ⎟<br />
0 ⎟<br />
⎠<br />
r, θ,z<br />
für eine Stufenversetzung:<br />
89
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
σ<br />
Stufe<br />
=<br />
G b<br />
2 π (1 − ν)<br />
1<br />
4<br />
r<br />
2 2<br />
⎛−<br />
y (3x + y )<br />
⎜<br />
2 2<br />
⎜ x (x − y )<br />
⎜<br />
⎝ 0<br />
x (x<br />
y (x<br />
2<br />
2<br />
2<br />
− y )<br />
2<br />
− y )<br />
0<br />
0<br />
0<br />
− 2ν<br />
y r<br />
2<br />
⎞<br />
⎟<br />
⎟<br />
⎟<br />
⎠<br />
In beiden Fällen sieht man, dass das Spannungsfeld mit 1/r abnimmt.<br />
Zusammenhang zwischen Versetzungsdichte und äußerer Spannung<br />
Das Spannungsfeld einer Versetzung nimmt mit 1/r ab. Der mittlere Abstand zwischen den<br />
Versetzungen beträgt 1/ ρ , mit der Versetzungsdichte ρ. Somit kann ein Versetzungswald<br />
eine äußere Spannung neutralisieren, wenn die die Versetzungsdichte quadratisch mit der<br />
Spannung steigt:<br />
1 1<br />
|σ ext. | ≈ σ Vers. ~ ~ = ρ<br />
r x<br />
mit Vorfaktoren: σ back stress =<br />
G b ⎛ R ln<br />
2 π ⎟ ⎞<br />
⎜<br />
⎝ r 0 ⎠<br />
1 G b ⎛ R = ln<br />
x 2 π ⎟ ⎞<br />
⎜<br />
⎝ r 0 ⎠<br />
ρ ≈<br />
G b<br />
ρ<br />
Taylor-Beziehung<br />
⎛ σ<br />
ρ ≈<br />
G b<br />
⎟ ⎞<br />
⎜<br />
⎝ ⎠<br />
(Bed.: Temperatur hoch genug um Gleichgewichtsabstand einzustellen)<br />
2<br />
Abhängigkeit der Versetzungsdichte von der Schubspannung für Kupfer bei Raumtemperatur.<br />
Die Taylor Beziehung ρ ~ σ 2 ist über einen weiten Bereich erfüllt.<br />
90
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Natural Creep Law ("natürliches Kriechgesetz")<br />
Unter der Annahme, dass bei hohen Temperaturen die Versetzungsgeschwindigkeit<br />
proportional zur äußeren Spannung ist (Herleitung im nachfolgende Kapitel<br />
"Wechselwirkung von Versetzungen mit 0-dimensionalen Fehlstellen"):<br />
v ~ σ<br />
und der oben hergeleiteten Taylorbeziehung mit<br />
ergibt sich mit<br />
die Kriechgeschwindigkeit ε& zu:<br />
⎛ σ<br />
ρ ≈<br />
G b<br />
⎟ ⎞<br />
⎜<br />
⎝ ⎠<br />
ε& = ρ⋅b⋅v<br />
⎛ σ<br />
ε& ~<br />
G b<br />
⎟ ⎞ σ<br />
⎜ ⋅b⋅σ =<br />
⎝ ⎠ G<br />
3b<br />
2<br />
oder speziell die Abhängigkeit der Dehnrate von der außen anliegenden Spannungen zu:<br />
2<br />
2<br />
natural creep law ε& ~ σ 3<br />
Mit einem Spannungsexponent, oder Norton-Exponent von n = 3. Diese Abhängigkeit wird<br />
bei hohen Temperaturen im stationären Bereich der Kriechkurve bei vielen Materialien<br />
beobachtet (siehe Ashby und Frost, Deformation Mechanism Maps). Spannungsexponenten ><br />
3 (bis zu 12-15 bei oxiddispersionsverfestigten (ODS-) Materialien, Stichwort<br />
Schwellspannungskonzept) sind meist auf starke Behinderung der Versetzungsbewegungen<br />
zurück zu führen.<br />
Linienenergie einer Versetzung<br />
Aus der elastischen Verspannung des Gitters ergibt sich eine Linienenergie für die<br />
verschiedenen Versetzungstypen. Die Linienenergie wird berechnet indem man die<br />
Versetzung gedanklich halbiert und die eine Hälfte aus einem großen Abstand R 0 auf die<br />
andere Hälfte zu bewegt. Durch die Wechselwirkungskräfte (siehe unten) ergibt sich eine<br />
Kraft pro Länge, das Integral Kraft mal Weg von R 0 bis zum inneren Abschneideradius r 0 ≈ b<br />
ergibt eine Energie pro Versetzungslänge.<br />
Für isotropes Material und einem Winkel α zwischen dem Burgersvektor und der<br />
Versetzungslinie ergibt sich die Linienenergie zu:<br />
91
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
U Lα =<br />
G b<br />
4 ⋅ π<br />
⎛ R ⎞ ⎛ ν<br />
ln<br />
⎜<br />
⎟ ⎜1+<br />
sin<br />
⎝ r0<br />
⎠ ⎝ 1− ν<br />
2<br />
⋅ 2<br />
⎞<br />
α⎟ ⎠<br />
Die Abschneideradien R und r 0 sind nötig, da ansonsten die Linienenergie gegen unendlich<br />
gehen würde. Der obere Abschneideradius R entspricht dem mittleren Abstand zwischen den<br />
Versetzungen (mehrere μm), der untere r 0 dem Gitterparameter oder wenige b.<br />
Oft wird der Vorfaktor<br />
1 ⎛ R ⎞<br />
ln<br />
⎜<br />
⎟<br />
4 ⋅ π ⎝ r0<br />
⎠<br />
= 1, gesetzt. Mit R = 73 µm, r 0 = 0,25 nm =<br />
a , ist<br />
2<br />
1 ⎛ R ⎞<br />
ln<br />
⎜<br />
⎟ = 1,00.<br />
4 ⋅ π ⎝ r0<br />
⎠<br />
Wichtig ist die Abhängigkeit zu b 2 und, dass Stufenversetzungen um den Faktor 1/(1-ν) ≈ 3/2<br />
größere Linienenergie als Schraubenversetzungen besitzen. Somit gilt für eine<br />
Schraubenversetzung:<br />
U L ≈ G⋅b 2<br />
Für Kupfer ergibt sich mit r 0 = 2,5⋅10 -10 m, R = 10 -4 m, G = 48 GPa und b = 2.55⋅10 -10 m für<br />
eine Schraubenversetzung:<br />
U Schraube L = 3,1⋅10 -9 J/m.<br />
für eine Stufenversetzung mit ν = 0,34:<br />
U Stufe L = 4,8⋅10 -9 J/m.<br />
Es ergeben sich Linienenergien von Versetzungen in der Größenordnung von 10 -9 bis<br />
10 -8 J/m.<br />
Die Linienenergie einer Versetzung nimmt mit ihrer Bewegungsgeschwindigkeit im Kristall<br />
zu (vergleiche das Kapitel "Beanspruchungsgeschwindigkeit und -temperatur":<br />
L<br />
L0<br />
v<br />
1−<br />
c<br />
mit c t der transversalen Schallgeschwindigkeit des Materials.<br />
U<br />
=<br />
U<br />
2<br />
2<br />
t<br />
92
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Versetzungen liegen, im Gegensatz zu Leerstellen, nur mit einer extrem geringen Dichte im<br />
thermodynamischen Gleichgewicht vor. Bildungsenergie einer Leerstelle Q L ≈ 1 eV, k⋅T bei<br />
1000°C ca. 0,11 eV Leerstellenkonzentration: c L ≈ 10 -4 .<br />
Versetzungen, Beispiel Kupfer (Gitterebenenabstand a = 3,6⋅10 -10 m, Linienenergie<br />
U L ≈ 4⋅10 -9 J/m): Für jedes Atom des Versetzungskernes (Abstand ist der Betrag des<br />
Burgersvektors b r ), welches die eingeschobene Halbebene beendet, ergibt sich eine Energie<br />
von Q Vers.atom ≈ 5 eV. Und damit im thermodynamischen Gleichgewicht bei 1000°C eine<br />
Dichte von nur c Vers.atom ≈ 8⋅10 -23 ! Ein Kupfer-Einkristall der Größe von 1 m 3 enthält<br />
4/(3,6⋅10 -10 m) 3 = 8,6⋅10 28 Atome. Die Zahl der Versetzungsatome in 1 m 3 ist somit 7⋅10 6<br />
Atome. Diese aneinandergereiht ergibt eine Länge von 2 mm. Damit ergibt sich die<br />
Gleichgewichts-Versetzungsdichte zu 2⋅10 -3 m -2 . In Realkristallen liegt die Versetzungsdichte<br />
im Bereich von 10 +7 bis 10 +16 m -2 .<br />
Linienspannung<br />
Der Versetzungslinie kann neben ihrer Energie auch eine Linienspannung zugeordnet<br />
werden, vergleichbar einem Gummiband. Die Linienspannung ergibt sich aus dem<br />
Widerstand der Versetzung gegen einer Krümmung der Linie. Sie ergibt sich aus der Energie<br />
bei einer infinitesimalen Auslenkung θ zu<br />
∂<br />
2 U<br />
T = U L +<br />
2<br />
∂θ<br />
L<br />
Im isotropen Material ergibt sich eine Linienspannung von (Seite 313, paper Phil. Mag.<br />
Glatzel, Forbes, Nix):<br />
⋅ b<br />
4 ⋅ π<br />
⎛ R ⎞ ⎛<br />
⎜ ⎟ ⎜<br />
⎝ r0<br />
⎠ ⎝<br />
ν<br />
1 − ν<br />
2<br />
G 2<br />
[ ] ⎟⎠<br />
⎞<br />
T isotropic = ln⎜<br />
⎟ 1 + sin θ + 2 cos( 2θ)<br />
Die Linienspannung hat dieselbe Einheit wie die Linienenergie und liegt auch betragsmäßig<br />
in derselben Größe.<br />
Eine Versetzung, die an zwei Punkten mit dem Abstand L verankert ist, wird sich durch die<br />
Einwirkung einer äußeren Kraft durchbiegen. Die Linienspannung versucht die Versetzung<br />
als Gerade beizubehalten.<br />
93
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
L<br />
T<br />
2⋅r⋅θ<br />
θ<br />
T<br />
T⋅sinθ<br />
θ<br />
r<br />
Die Durchbiegung ergibt sich anschaulich aus einer erhöhten Linienenergie auf Grund der<br />
Längenzunahme verursacht durch die Durchbiegung. Die gedachte Gegenkraft muss die<br />
Energie W extern = τ ext. ⋅b⋅(2⋅r⋅θ) aufbringen. Die Energiezunahme auf Grund der Durchbiegung<br />
beträgt W Durchb. = 2⋅T⋅sinθ ≈ 2⋅T⋅θ ≈ 2⋅U L ⋅θ. Somit ergibt sich der Radius der Durchbiegung<br />
zu:<br />
r =<br />
G ⋅ b<br />
τ<br />
Falls die Spannung so groß ist, dass sich ein perfekter Halbkreis ergibt, kann das Hindernis<br />
überwunden werde. Es liegt dann 2⋅r = L vor und es ergibt sich die Orowan-Spannung τ Orowan<br />
im Kräftegleichgewicht bei genauer Berechnung des Kreisbogens:<br />
ext<br />
τ Or = 0.84<br />
G b<br />
L<br />
≈<br />
G b<br />
L<br />
Die Orowan Spannung wird benötigt um eine Versetzung komplett zwischen zwei<br />
Hindernissen hindurch zu bewegen. Dies hat eine weitreichende Bedeutung. Je näher wir<br />
Hindernisse in einer Legierung zusammen bringen, umso höher die Festigkeit.<br />
Beispiel Nickelbasis-Superlegierung CMSx-4 nach Wärmebehandlung: γ' Volumenateil von<br />
~ 70%, würfelförmige Ausscheidungen, Matrixkanalbreite 40 - 100 nm. G ~ 95 GPa (Matrix<br />
bei 1000°C). b = 360 pm/ 2 = 255 pm, daraus folgt:<br />
τ Or ≈ 600 MPa für 40 nm Abstand zwischen den γ' <strong>Teil</strong>chen<br />
τ Or ≈ 240 MPa für 100 nm Abstand zwischen den γ' <strong>Teil</strong>chen<br />
Dies ist im Bereich der wirkenden Fliehkräfte in einer Gasturbinenschaufel. Durch<br />
Vergröberung der γ' Ausscheidungen mit der Zeit bei einer Temperatur ab 1000°C nimmt<br />
diese Spannung mit der Zeit ab.<br />
94
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Festigkeissteigerung durch Mischkristallverfestigung (Cu-Co gelöst), durch<br />
Ausscheidungsverfestigung (Cu-Co ausgeschieden) oder durch verfestigende <strong>Teil</strong>chen oder<br />
Dipersoide (Cu-BeO in Dispersion).<br />
Wir können die Fließspannung τ einer Kupferlegierung durch Mischkristallverfestigung<br />
steigern. Durch weitere Zugabe von Co, ergeben sich Co-Ausscheidungen (hcp), die aber<br />
noch von Versetzungen geschnitten werden können. Eine sehr effektive Festigkeitssteigerung<br />
ergibt sich, wenn die Hindernisse nicht von Versetzungen geschnitten werden können und die<br />
Hindernisse sehr fein dispergiert vorliegen (kleines L), wie z.B. bei dispersionsgehärteten<br />
Legierungen. Auch bei Nickelbasissuperlegierungen wirken die nah beieinander liegenden<br />
γ' Ausscheidungen als Hindernisse und die Versetzungen müssen sich durch die schmalen<br />
Matrixkanäle "quälen" (siehe mittleres Bild auf Seite 73 im Skript H2a).<br />
Versetzungsvervielfachung (Versetzungsquelle)<br />
Ist die außen anliegende Kraft groß genug so wirkt eine verankerte Versetzungslinie als<br />
Versetzungsquelle und emittiert immer weitere Versetzungsringe (Frank-Reed-Quelle), so<br />
lange, bis die Rückspannung durch aufgestaute Versetzungen so groß wird, dass eine<br />
Multiplikation verhindert wird. Siehe dazu die Animation von Versetzungsbewegungen, und<br />
auch zu Versetzungsquellen in:<br />
http://zig.onera.fr/DisGallery/<br />
95
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Ausbreitung einer verankerten Versetzungslinie. Die von der Versetzungslinie überschrittene<br />
Fläche ist abgeglitten.<br />
Frank Read Quelle in Silizium, Dash (1957). Lichtmikroskopische Aufnahme, Versetzung<br />
wurde durch die Dekorationstechnik sichtbar gemacht: Fremdatome lagern sich an den<br />
Versetzungskern an und verändern den Brechungsindex.<br />
96
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Konzentrische Ringe um eine Versetzungsquelle in Al3.5Mg, TEM-Aufnahme (1962)<br />
Wechselwirkung zwischen Versetzungen und Nulldimensionalen Fehlstellen (Cottrell-<br />
Wolken)<br />
Eine Wechselwirkung ergibt sich aus der Anlagerung von Fremdatomen in dem<br />
Spannungsfeld von Versetzungen. Dies findet insbesondere durch bewegliche<br />
Zwischengitteratome mit kleinerem Atomradius als derjenigen der Matrixatome statt (z.B.<br />
Stickstoffatome in unlegierten Stählen mit niedrigem Kohlenstoffgehalt, in Tiefziehblechen).<br />
Durch Cottrell-Wolken blockierte<br />
Versetzungen in einem gealterten Stahl<br />
Durch Vorverformung (Dressieren) von den<br />
Cottrell-Wolken gelöste Versetzungen<br />
Während der Glühung haben sich Stickstoffatome in der Nähe der Versetzungskerne<br />
angelagert. Sie setzen somit die Spannungsfelder um die Versetzungslinien herab. Wird das<br />
97
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Material verformt muß eine höhere obere Streckgrenze σ eH überwunden werden, so dass sich<br />
die Versetzungen von den Cottrell-Wolken lösen. Die nun freien Versetzungen bewegen sich<br />
unter einer niedrigeren Spannung, der unteren Streckgrenze σ eL . Die Verformung ist somit<br />
lokalisiert in Bereichen einer lokalen Spannungserhöhung. Es entstehen sog. Lüders-Bänder,<br />
die sich durch die Probe hindurch bewegen.<br />
Gealterter (bei hohen Temperaturen<br />
ausgelagerter) Werkstoff mit oberer und<br />
unterer Streckgrenze<br />
Ungealterter Werkstoff mit kontinuierlichem<br />
Übergang vom elastischen in den plastischen<br />
Bereich<br />
Inhomogene Verformung durch Bildung von Lüders-Bändern bei der Zugbeanspruchung<br />
eines gealterten Stahls.<br />
Wechselwirkung zwischen Versetzungen und Nulldimensionalen Fehlstellen<br />
(Versetzungsklettern)<br />
Eine große Bedeutung spielt die Wechselwirkung von Versetzungen mit Leerstellen bei<br />
hohen homologen Temperaturen (T > 0.4⋅T Schmelzpunkt ). Es ist dann möglich, dass sich<br />
98
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Stufenversetzungen, bzw. Versetzungen mit Stufenanteil auch senkrecht zu ihrer Gleitebene<br />
bewegen. Dies führt ebenfalls zu einer plastischen Verformung.<br />
Schematische Darstellung des Kletterprozesses über den Mechanismus der Diffusion, z.B.<br />
hervorgerufen durch eine horizontal angelegte Druckkraft.<br />
Die Kletterkraft einer reinen Stufenversetzung (bei einer Schraubenversetzung beinhaltet der<br />
nachfolgende Ausdruck zudem noch den Gleitanteil) ergibt sich durch Projektion der Peach-<br />
Köhler-Kraft auf die Gleitebene zu:<br />
r<br />
[ ] ⋅ nˆ<br />
F K = F r PK ⋅ n) r r t r<br />
= ŝ × ( σ b)<br />
r t r<br />
− = − bˆ e σ b<br />
Wird nun eine Leerstellen entsprechend der Abbildung oben eingebaut, so ergibt sich ein<br />
Energiegewinn von:<br />
ΔW = F K ⋅b 2<br />
da F K die Kraft pro Versetzungslänge ist, F K ⋅b die Kraft auf die Fläche b 2 darstellt. Somit<br />
ergibt sich in skalaren Größen (strenggenommen ist hier mit σ nur der Kletteranteil des<br />
Spannungstensors gemeint):<br />
ΔW = σ⋅b 3 = σ⋅Ω<br />
mit dem Atomvolumen Ω = b 3 . Analog zur Herleitung der Leerstellendichte ergibt sich bei<br />
einer außen anliegenden Spannung eine Absenkung, bzw. Anreicherung der<br />
Leerstellenkonzentration von:<br />
c - = c 0 e<br />
c + = c 0 e<br />
−σb 3<br />
kT<br />
+σb 3<br />
kT<br />
Versetzung klettert nach oben (eingeschobene Halbebene verkleinert sich),<br />
z.B. horizontale Druckkräfte im Bild oben<br />
Versetzung klettert nach unten (eingeschobene Halbebene vergrößert sich) , z.B.<br />
horizontale Zugkräfte im Bild oben<br />
Diese unterschiedlichen Leerstellenkonzentrationen ober-, bzw. unterhalb der Versetzungen<br />
im Vergleich zur Gleichgewichtsleerstellenkonzentration ergeben einen Fluss von Leerstellen<br />
99
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
• hin zum Versetzungskern im Fall einer horizontalen Druckkraft (die Versetzung ist eine<br />
Leerstellensenke)<br />
• weg von der Versetzung im Fall einer horizontalen Zugkraft (die Versetzung ist eine<br />
Leerstellenquelle)<br />
Der Leerstellenfluss ist proportional dem Konzentrationsunterschied (erstes Fick'sches Gesetz<br />
r r<br />
J = −D<br />
∇c<br />
).<br />
Im Allgemeinen spielt der Fluss von Substitutionsatomen beim Versetzungsklettern eine stark<br />
untergeordnete Rolle, da deren Beweglichkeit im Vergleich zu den Leerstellen deutlich<br />
eingeschränkt ist.<br />
Es lässt sich zeigen, dass die Geschwindigkeit der Versetzungskletterbewegung proportional<br />
zu der Differenz der Leerstellenkonzentration ist, z.B.:<br />
v<br />
+<br />
c<br />
~ D V ⋅(c + ⎛<br />
- c 0<br />
) = D V ⋅c 0 ⋅⎜<br />
⎜<br />
⎝<br />
Für kleine Spannungen σ ist σ⋅b 3
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Parallele Versetzungen mit Burgersvektor gleichen Vorzeichens stoßen sich ab, mit<br />
verschiedenem Vorzeichen ziehen sich an:<br />
U L1<br />
≈ G⋅b 2 1<br />
, U L2<br />
≈ G⋅b 2 r r 2<br />
2<br />
, U L,ges<br />
≈ G⋅ b 1 + b 2 = G 2 (b1 + b 2 2 + 2⋅ b 1 ⋅b 2 ⋅cosα)<br />
Dies ergibt, dass parallele Versetzungen mit Burgersvektoren, die einen Winkel < 90°<br />
zueinander bilden sich anziehen, und bei > 90° sich abstoßen.<br />
Für Stufenversetzungen ergeben sich die Kräfte zu (schwarz: negative Kräfte, weiß: positive<br />
Kräfte):<br />
10<br />
10<br />
y<br />
5<br />
5<br />
F G<br />
F K<br />
x<br />
0<br />
0<br />
-5<br />
-5<br />
-10<br />
-10 -5 0 5 10<br />
-10<br />
-10 -5 0 5 10<br />
Gleitkräfte<br />
Kletterkräfte<br />
Wichtig sind hierbei die sog. Spiegelkräfte. Liegt eine Versetzung in der Nähe einer freien<br />
Oberfläche, so sind die Randbedingungen an der Oberfläche σ xz = σ yz = σ zz = 0 zu<br />
befriedigen. Diese Randbedingungen lassen sich durch die Einführung einer an der freien<br />
Oberfläche gespiegelten Versetzung mit entgegengesetztem Vorzeichen erzielen. Das<br />
bedeutet, dass eine Versetzung von einer freien Oberfläche angezogen wird.<br />
Schrauben- und Stufenversetzung im Abstand d von einer freien Oberfläche.<br />
Liegt die Versetzung in der Nähe eines Übergangs zu einem unendlich steifen Medium sind<br />
die Randbedingungen ε xz = ε yz = ε zz = 0 zu erfüllen. Dies erfolgt durch eine Spiegelversetzung<br />
mit gleichem Vorzeichen. Die Versetzung wird von dieser Grenzfläche abgestoßen.<br />
101
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Temperaturabhängigkeit der Auswirkung der Versetzungswechselwirkungen:<br />
Im Spannungs-Dehnungsdiagramm bei niedrigen Temperaturen ergibt sich im Allgemeinen<br />
eine Verfestigung:<br />
∂σ ∂σ > 0 bzw. > 0<br />
∂ε<br />
∂t<br />
Die Versetzungsdichte ρ steigt kontinuierlich an (dρ + , hardening h).<br />
Bei hohen Temperaturen sind die Versetzungen so beweglich (Stichwort: "klettern",<br />
"nichtkonservative Bewegung", "Quergleiten"), dass energetisch günstige Konfigurationen<br />
eingenommen werden können und/oder sich Versetzungen gegenseitig auslöschen<br />
(annihilieren) können. Da Versetzungen nicht im thermodynamischen Gleichgewicht sind,<br />
werden die Linienenergien bei genügend hohen Temperaturen und Zeiten abgebaut. Im<br />
Material findet somit ein Abbau der inneren Spannungen oder eine Entfestigung statt:<br />
∂σ < 0<br />
∂t<br />
,bzw. die Versetzungsdichte nimmt ab (dρ - , recovery r).<br />
Die durch die Verformung erhöhte Versetzungsdichte wird durch die Umordnung infolge von<br />
diffusionsgesteuerten Prozessen wieder vermindert. Erzeugung und Verminderung der<br />
Versetzungsdichte unter thermischer Einwirkung ergibt dann einen stationären Zustand, d.h<br />
bei einer von außen vorgegebenen konstanten Spannung ergibt sich eine konstante<br />
Dehngeschwindigkeit ε& (oder die Dehngeschwindigkeit ist vorgegeben und es stellt sich eine<br />
konstante Spannung ein). Analog nimmt die Versetzungsdichte einen stationären Wert an.<br />
Das heißt Verfestigung und Entfestigung sind betragsmäßig gleich groß:<br />
102
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
ρ<br />
dρ = 0 => stationärer Zustand<br />
ρ 0<br />
Verfestigung überwiegt<br />
t oder ε<br />
Das totale Differential der Versetzungsdichte ergibt sich zu:<br />
⎛ ∂ρ ⎞ ⎛ ∂ρ ⎞<br />
dρ total = ⎜ ⎟ ⋅ dt + ⎜ ⎟ ⋅ dε<br />
= r⋅dt + h⋅dε<br />
⎝ ∂t<br />
⎠ ⎝ ∂ε ⎠<br />
Im stationären Zustand ergibt sich eine konstante Versetzungsdichte und somit:<br />
bzw.:<br />
dρ total = 0 = r⋅dt + h⋅dε -r⋅dt = h⋅dε <br />
ε&<br />
steady state<br />
= - h<br />
r<br />
dε r = -<br />
dt h<br />
Dies erklärt über die, für den Kletterprozess notwendige, Diffusion auch die<br />
Temperaturabhängigkeit:<br />
ε &<br />
−Q<br />
n k⋅T<br />
ss<br />
( σ,T)<br />
= ε&<br />
0<br />
⋅ σ ⋅ e<br />
mit der Aktivierungsenergie Q Kriechen ≈ Q Selbstdiffusion und einem Spannungsexponenten von ca.<br />
3, je nach Abhängigkeit der Geschwindigkeit des Versetzungskletterns von der Spannung<br />
(siehe "Wechselwirkung von Versetzungen mit 0-dimensionalen Fehlstellen"). Durch die bei<br />
höheren Temperaturen stärker ermöglichten Diffusionsvorgänge mit einer<br />
Temperaturabhängigkeit wie<br />
−Q SD<br />
k T<br />
e ⋅<br />
Kriechen<br />
wird auch die Beweglichkeit der Versetzungen gesteigert.<br />
Um zu einer höheren Warmfestigkeit zu gelangen muss somit die Versetzungsbeweglichkeit<br />
vermindert werden (Ausscheidungen einer zweiten Phase => Nickelbasissuperlegierungen).<br />
Schneiden sich zwei Versetzungen entstehen Sprünge in den Versetzungslinien.<br />
103
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Schneidprozeß zwischen zwei Stufenversetzungen, deren Burgersvektoren einen rechten<br />
Winkel zueinander bilden. Die Versetzungslinie X-Y ist in sich selbst um den Betrag des<br />
Burgersvektor der Linie A-B verschoben.<br />
Schneidprozeß zwischen zwei Stufenversetzungen mit parallelem Burgersvektor. Die Sprünge<br />
der Versetzungslinien haben Schraubencharakter.<br />
Schneiden sich zwei Schraubenversetzungen so entstehen Sprünge mit Stufencharakter. Diese<br />
Sprünge können nun nicht mehr in der in der ursprünglichen Gleitebene der Schrauben<br />
gleiten. Die eingeschobene Halbebene muß sich verlängern oder verkürzen. diese Bewegung<br />
wird als nicht konservative Bewegung bezeichnet und ist nur durch Erzeugung oder<br />
Vernichtung von Leerstellen, bzw. Zwischengitteratomen möglich.<br />
Bei zunehmender Zahl von Schneidvorgängen entstehen immer mehr schwer bewegliche<br />
Versetzungsabschnitte (nicht bewegliche kinks) => Verfestigung des <strong>Werkstoffe</strong>s.<br />
104
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Versetzungsaufstau<br />
Eine Versetzungskonfiguration, die häufig nach plastischer Verformung beobachtet wird ist<br />
ein Aufstau von Versetzungen. Er wird hervorgerufen durch die Emission von Versetzungen<br />
auf einer Gleitebene ausgehend von einer Versetzungsquelle. Trifft die führende Versetzung<br />
auf ein Hindernis (z.B. Korn- oder Phasengrenze) so stauen sich die nachfolgenden<br />
Versetzungen auf. Auf Grund der abstoßenden Kräfte der gleichsinnigen Versetzungen tritt<br />
keine Rekombination ein. Die elastischen Spannungsfelder der Versetzungen Wechselwirken<br />
miteinander. Der Abstand zwischen den Versetzungen wird kleiner je kleiner der Abstand<br />
zum Hindernis ist.<br />
Lineare Anordnung eines Aufstaus von Stufenversetzungen vor einem Hindernis unter einer<br />
von außen anliegenden Schubspannung τ.<br />
Versetzungsaufstau an einer γ'/Matrix-Phasengrenze in einer Nickelbasissuperlegierung<br />
(Übersicht und Ausschnittvergrößerung, Dr.-Arbeit Uwe Glatzel, TU-Berlin 1990)<br />
105
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Die Spannung τ 1 auf die führende Versetzung 1 ergibt sich durch die von außen angelegte<br />
Schubspannung τ ext. plus die von jeder der (n-1) verbleibenden Versetzungen wirkende<br />
Spannung τ n, mit n ≠1 . Bewegt sich die führende Versetzung um δx, so rücken auch alle<br />
nachfolgenden Versetzungen um δx auf. Dies ergibt eine verrichtete Arbeit ΔW = n b τ ext. δx.<br />
Das Hindernis (z.B. die Korngrenze) wirkt mit einer Gegenkraft τ crit. auf die führende<br />
Versetzung. Dies ergibt bei Bewegung um δx eine Energieänderung von ΔW * = b τ crit. δx. Im<br />
Gleichgewicht sind die beiden Energiebeiträge gleich groß und somit ist:<br />
τ 1 = N τ ext.<br />
Durch einen Versetzungsaufstau lässt sich somit die Spannung auf die führende Versetzung<br />
deutlich erhöhen. Die Quelle wird weiterhin Versetzungen emittieren, solange die<br />
Rückspannung der letzten Versetzung kleiner ist als τ. Der Abstand zwischen Versetzung i<br />
und (i-1) verhält sich wie<br />
1 b G 1 1<br />
Δ x<br />
i<br />
=<br />
~ (für eine große Anzahl von Versetzungen im Aufstau)<br />
(N − i + 1) 2π<br />
τ i<br />
ext.<br />
Die Zahl der Versetzungen ergibt sich aus dem Abstand der Quelle zum Hindernis und ist hier<br />
ohne Herleitung gegeben (siehe Hirth & Lothe, p. 767ff). Im Fall, dass die Quelle sich im<br />
Zentrum des Kornes befindet, ist dies D/2 (D ... Korndurchmesser).<br />
N =<br />
d τ ext .<br />
G b<br />
==> τ crit. =<br />
d τ 2 ext .<br />
G b<br />
bzw.: τ ext. =<br />
τ<br />
crit.<br />
⋅ G ⋅ b<br />
d<br />
Bei Annahme einer konstanten Korngrenzenfestigkeit τ crit. = τ KG , ergibt sich:<br />
τ<br />
ext.<br />
~<br />
1<br />
d<br />
Somit ist über einen Versetzungsaufstau eine Herleitung für den Zusammenhang zwischen<br />
Korngröße und Streckgrenze gegeben (Hall-Petch).<br />
Korngrößeneinfluss (Hall-Petch-Beziehung)<br />
Aus der obigen Herleitung lässt sich das makroskopische Verformungsverhalten als Funktion<br />
der Korngröße ableiten. Der mittlere Laufweg ist von der Korngröße abhängig. Das heißt ein<br />
grobkörnigerer Werkstoff hat zu Beginn der Verformung eine größere mittlere freie<br />
106
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Weglänge für Versetzungen, bzw. die Möglichkeit mehr Versetzungen aufzustauen, bevor sie<br />
auf ein Hindernis (die Korngrenze) treffen. Damit hat der grobkörnige Werkstoff eine<br />
geringere Streckgrenze.<br />
Der freie Laufweg von Versetzung abhängig von der Größe eines Kristallits und von<br />
Versetzungshindernissen (z.B. feindispers ausgeschiedene Zweitphase).<br />
Für hinreichend große Korndurchmesser lautet die empirisch ermittelte Hall-Petch-<br />
Beziehung:<br />
k<br />
σ 0.2<br />
= σ 0<br />
+<br />
n<br />
d<br />
Mit dem Korndurchmesser d, einer Reibungsspannung σ 0<br />
und der Korngrenzenhärte k als<br />
Konstanten (die τ crit. beinhaltet), n ist ≈ 2.<br />
Für technische <strong>Metalle</strong> ist die Hall-Petch Beziehung nur bedingt gültig, da Ausscheidungen<br />
die mittleren Laufwege zusätzlich erheblich verkürzen können. Für sehr kleine<br />
Korndurchmesser ist ein Versetzungsaufstau nicht mehr möglich und die Hall-Petch-<br />
Beziehung bricht zusammen.<br />
107
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
σ − σ 0<br />
k<br />
25 nm<br />
2⋅10 15 m -2<br />
−0.5<br />
6.3 d nm<br />
3⋅10 16 m -2<br />
2.8 nm<br />
3⋅10 16 m -2<br />
1<br />
d<br />
Abweichung von der Hall-Petch Beziehung für Korngrößen kleiner 10 – 20 nm.<br />
Zusammenfassung: Bedeutung der Versetzungen<br />
• Versetzungsmechanismen beeinflussen das plastische Formänderungsvermögen über den<br />
gesamten Temperaturbereich ( ε& = ρ⋅b⋅v):<br />
- T < T DBTT : Versetzungen eventuell nicht beweglich, bzw. zu langsam → Sprödbruch<br />
- 0 < T < 0,4⋅T m : Versetzungsgleiten: je nach Kristallsystem stehen Gleitsysteme zur<br />
Verfügung (siehe auch von Mises Kriterium später) die zu einer plastischen<br />
Verformung beitragen.<br />
- T > 0,4⋅T m : Weitere Gleitsysteme werden aktiviert (krz) und Wechselwirkung mit<br />
Leerstellen erhöht die Beweglichkeit der Versetzungen drastisch (gleiten +<br />
Versetzungsklettern) → zeitabhängige plastische Verformung (Kriechen). Technisch<br />
bedeutsam bis T m .<br />
- Reine Diffusionsprozesse durch Leerstellenbewegung spielen für die plastische<br />
Verformung keine Bedeutung (jedoch für Konzentrationsverschiebungen, Diffusion<br />
von der Oberfläche, ... ).<br />
• Spannungsfeld um eine Versetzung: σ Vers ≈ G⋅b/r<br />
• Linienenergie: U L ≈ G⋅b 2 (≈ Linienspannung) für elastisch isotrope Materialien.<br />
⎛ σ<br />
• bei hohen Temp.: Taylor-Beziehung ρ ≈<br />
G b<br />
⎟ ⎞<br />
⎜<br />
⎝ ⎠<br />
mit Hindernissen:<br />
• Orowanspannung: σ Orowan ≈ G⋅b/L<br />
k<br />
• σ Hall-Petch = σ 0 +<br />
d<br />
2<br />
und natural creep law ε& ~ σ 3 , da v ~ σ<br />
108
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Zweidimensionale Fehlordnungen<br />
Korngrenzen<br />
Der Grenzbereich von einem Korn zum anderen ist näherungsweise ein flächenhafter Fehler.<br />
Man unterscheidet zwischen Klein- (< 5°) und Großwinkelkorngrenze (≥ 5°), dann weiter in<br />
Dreh- und Kippgrenzen. Im Allgemeinen Fall ist jedoch die Korngrenze eine Kombination<br />
aus Dreh- und Kippgrenze. Zur exakten Definition einer Korngrenze benötigt man die<br />
Flächennormale der Grenzfläche n r , die Drehachse r t und den Drehwinkel θ zwischen den<br />
beiden Kristallen. Bei einer Drehgrenze ist die Drehachse parallel zur Grenzflächennormalen,<br />
bei einer Kippgrenze senkrecht dazu.<br />
Kippgrenze<br />
Drehgrenze durch Netzwerk aus parallelen<br />
Schraubenversetzungen<br />
Bildung einer Kleinwinkelkorngrenze durch Ordnung vorher ungeordneter Versetzungen<br />
109
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
b<br />
tan θ =<br />
d<br />
Beziehung zwischen Kippwinkel θ einer Kleinwinkelkorngrenze und dem<br />
Versetzungsabstand<br />
Die Korngrenze hat somit 5 Freiheitsgrade. Es gilt:<br />
r r r<br />
N b =<br />
×<br />
ˆ t<br />
∑<br />
i<br />
i<br />
i<br />
θ<br />
( ) 2 sin<br />
2<br />
mit einem beliebigen Vektor r r , der in der Grenzfläche liegt. N i<br />
ist die Zahl der Versetzungen<br />
mit Burgersvektor b r i<br />
, die von r geschnitten werden. Die Frank'sche Regel kann direkt aus<br />
dem Burgersumlauf abgeleitet werden. Streng gültig ist diese Regel nur für<br />
Kleinwinkelkorngrenzen: (a) planar, (b) weiter Abstand zwischen den Versetzungen, (c)<br />
kleine Winkel θ und (d) alle Versetzungen gerade, konstanter Abstand und parallel<br />
zueinander. Es können jedoch mehrere Schlüsse gezogen werden: Im Allgemeinen benötigen<br />
wir drei verschiedene, voneinander linear unabhängige Burgersvektoren um eine beliebige<br />
Korngrenze zu bilden<br />
Durch Verformung des Ausgangsmaterials (Walzen, Schmieden, Kaltverformung, ... ) kann<br />
die ursprünglich ungeordnete Anordnung der Korngrenzen ausgerichtet werden (=><br />
Texturen). Die Verteilung der Korngrenzen bestimmen das mechanische Verhalten<br />
entscheidend (siehe u.a. Hall-Petch Beziehung σ 0.2<br />
= σ 0<br />
+ k/ d).<br />
110
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Großwinkelkorngrenzen haben eine Dicke von 2-5 Atomlagen und es besteht keine<br />
Kohärenzbeziehung zwischen den Körnern. Die Großwinkelkorngrenze kann eine amorphe<br />
(Flüssigkeitsähnliche) Struktur annehmen. D.h. bei hohen Temperaturen das Material an den<br />
Korngrenzen aufschmilzt und Gleitvorgänge in den Korngrenzen und nicht mehr innerhalb<br />
des Gitters auf definierten Gleitebenen stattfindet. Die Rissbildung ist durch das Aufreißen<br />
von Korngrenzen gekennzeichnet. => gerichtete Erstarrung, Einkristalle zur Anwendung bei<br />
extrem hohen Temperaturen.<br />
Fehlordnung in den Korngrenzen führt zur Anreicherung von Fremdatomen (z.B. Beigabe<br />
von Hafnium, Bildung von Karbiden an Korngrenzen, Wasserstoffversprödung).<br />
Wird der Anteil der ungeordneten Bereiche erhöht (bis zu 80% in nanokristallinen<br />
Materialien) oder das Material durch geeignete Abkühlbedingungen in einen amorphen<br />
Zustand überführt wird (metallische Gläser) ergeben sich neue Materialeigenschaften. Bei<br />
metallischen Gläsern z.B. ein geringer E-Modul und eine sehr hohe Streckgrenzendehnung<br />
und damit eine hohe gespeicherte Energiedichte<br />
W/V = 1/2 σ ε =<br />
E ε<br />
2<br />
2<br />
=<br />
2<br />
σ<br />
2 E<br />
=> Material für Golfschläger.<br />
Stapelfehler<br />
Die hexagonal dichteste Kugelpackung weist eine Stapelfolge der (0001) Ebenen nach dem<br />
Muster ... ABABABAB ... auf. Im kfz-Gitter sind die {111} Ebenen entsprechend<br />
... ABCABCABCABC .. angeordnet. Störungen dieser Ordnung werden als Stapelfehler<br />
bezeichnet. Sie können während der Kristallisation im Abkühlvorgang eingewachsen sein<br />
oder werden durch Abgleitung von <strong>Teil</strong>versetzungen erzeugt. Eine vollständige a/2 <br />
Versetzung im kfz-Gitter kann aufspalten in zwei Versetzungen vom Typ a/6 unter<br />
Bildung eines Stapelfehlers zwischen diesen <strong>Teil</strong>versetzungen.<br />
Metall Stapelfehlerenergi Schubmodul G Abstand der Shockley Partials<br />
e<br />
[GPa]<br />
[nm]<br />
[mJ/m 2 ]<br />
Al 166 26,1 1<br />
Ni 128 76 2,9<br />
Cu 78 48,3 3,2<br />
Au 45 27,0 4<br />
Ag 22 30,3 9<br />
Stapelfehlerenergien schwanken stark für verschiedene Materialien:<br />
111
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Einen großen Einfluss haben auch Legierungsbestandteile. In der Regel reduzieren<br />
zusätzliche Legierungselemente die Stapelfehlerenergie (in Bronzelegierungen ist SFE<br />
geringer als für Cu, Al-Legierungen haben geringere SFE als Al).<br />
Kurze Stapelfehlersegmente in austenitischem Stahl. V2A-Stahl, X10CrNi18-8, bzw.<br />
Werkstoffnummer 1.4310.<br />
Aufspaltung der vollständigen Versetzung mit b r = a/2 [110] in b r 1<br />
= a/6 [211] und<br />
b r<br />
= a/6 [12 1] in der (1 11) Ebene des kfz Gitters.<br />
2<br />
112
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Schnitt einer ( 1 10) Ebene des kfz Gitters mit einer aufgespalteten Stufenversetzung, die<br />
einen Stapelfehler begrenzt. Das kfz-Gitter weist in -Richtung eine ABABAB<br />
Stapelfolge auf. Eine vollständige Versetzung kann ohne der Störung der Stapelfolge nur<br />
durch den Einschub zweier AB Ebenen erfolgen. Es liegen zwei gleichsinnige<br />
<strong>Teil</strong>versetzungen nebeneinander, die zwischen sich einen Stapelfehler bilden.<br />
Versetzungslinien und Burgersvektoren liegen schräg zur Papierebene.<br />
Antiphasengrenzen<br />
Legierungen mit geordneter Atomverteilung (intermetallischen Phasen) erzeugt das Abgleiten<br />
eine im Grundgitter vollständige Versetzung nun eine Störung der Ordnung, die<br />
Antiphasengrenze. Sind die Atome abwechselnd angeordnet ( ... oxoxoxox ... ), so ist die<br />
Antiphasengrenze eine Störung dieser Ordnung ( ... oxox|xoxoxox ... ). Die<br />
Antiphasengrenzenergien liegen in der Größenordnung von 100 mJ/m 2 .<br />
113
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Antiphasengrenze im kfz Gitter<br />
Zwillingsgrenzen<br />
Zwillingsgrenzen sind Großwinkelkorngrenzen mit ungestörtem Gitteraufbau und besonders<br />
niederer Energie. Die Zwillingsebene spiegelt den Kristall von einer zur anderen Seite. Aus<br />
der Ebenenabfolge ( ... ABCABCABCABC ... ) wird ( ... ABCABC|BACBACBA ... ). Die<br />
Energie der Zwillingsgrenze entspricht der Hälfte der Stapelfehlerenergie. Zwillinge treten<br />
somit bevorzugt in Materialien geringer Stapelfehlerenergie auf (Cu, Messing, austenitischen<br />
Stählen).<br />
114
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
(112) Zwillingsgrenze im krz Gitter<br />
Phasengrenzen<br />
In mehrphasigen <strong>Werkstoffe</strong>n ergeben können sich kohärente (jede Gitterebene der Matrix<br />
findet ihre Fortsetzung in der Ausscheidung oder teilkohärente (die Gitterebenen der Matrix<br />
finden zum <strong>Teil</strong> ihre Fortsetzung in der Ausscheidung) Phasengrenzen. Im Fall der<br />
teilkohärenten Phasengrenzflächen ergeben sich Fehlpassungsnetzwerke (Netzwerke von<br />
Versetzungen mit Stufenanteil). Vollständig inkohärente Grenzflächen ergeben sich äußerst<br />
selten.<br />
kohärent<br />
teilkohärent<br />
Schematische Darstellung von Phasengrenzen<br />
115
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Versetzungen in Realstrukturen unter Berücksichtigung möglicher Fehlerflächen<br />
Prinzipiell:<br />
- Linienenergie einer Versetzung ist proportional b 2 => eine Aufspaltung der Versetzung<br />
unter Winkeln < 90° verringert die Gesamtenergie, es können dann aber zusätzliche<br />
Flächenfehler auftreten.<br />
- von Mises Kriterium: bei plastischer Verformung bleibt das Volumen erhalten => 5<br />
voneinander unabhängige Dehnungsgrößen (6 Dehungsgrößen im Tensor minus 1 durch<br />
Volumenkonstanz) müssen variiert werden um eine beliebige plastische Verformung zu<br />
ermöglichen => mindestens 5 voneinander unabhängige Gleitsysteme werden für eine<br />
beliebige plastische Verformung benötigt.<br />
- Gleitebene: Ebene mit höchster Atom-Flächendichte.<br />
- Burgersvektor: kürzester Verbindungsvektor zwischen zwei Atomen.<br />
- Nur in sehr seltenen Spezialfällen liegt der kürzeste Verbindungsvektor nicht in der<br />
Gleitebene.<br />
- Aufspaltung schränkt die Bewegungsmöglichkeit ein (Quergleiten von<br />
Schraubenversetzungen nicht mehr möglich).<br />
- Bei erhöhten Temperaturen auch nichtkonservative Versetzungsbewegung möglich<br />
(klettern) => Duktilität nimmt zu, Festigkeit ab.<br />
von Mises Kriterium:<br />
Für eine beliebige Veränderung eines Volumenelementes benötigen wir 6 voneinander<br />
unabhängige Dehnungsgrößen: ε xx , ε yy , ε zz , ε yz , ε xz , ε xy . Bei plastischer Verformung gehen wir<br />
jedoch von einer Volumenkonstanz aus, d.h. für eine beliebige plastische Verformung<br />
genügen 5 Dehnungsgrößen um diese zu beschreiben, da ε xx + ε yy + ε zz = 0.<br />
Für die Abgleiten auf einem Gleitsystem ergibt sich eine plastische Verformung von:<br />
r r s<br />
mit pˆ || ( b n)<br />
⎛0<br />
1 0⎞<br />
t ⎜ ⎟<br />
ε ' = γ ⎜1<br />
0 0⎟<br />
⎜ 0 0 0 ⎟<br />
⎝ ⎠<br />
× . Mit der Transformationsmatrix<br />
⎛ b1<br />
⎜<br />
R t<br />
= ⎜b2<br />
⎜<br />
⎝ b3<br />
n<br />
n<br />
n<br />
1<br />
2<br />
3<br />
r r<br />
bˆ ,nˆ ,pˆ<br />
p1<br />
⎞<br />
⎟<br />
p2<br />
⎟<br />
p ⎟<br />
3 ⎠<br />
ergibt sich die Dehnung im kartesischen Koordinatensystem zu:<br />
t t t<br />
− t<br />
ε = R 1 ε'<br />
R<br />
116
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Wenn die Burgersvektoren und Gleitebenen jeweils voneinander abhängig sind (als<br />
Linearkombinationen darstellbar) sind die Gleitsysteme voneinander abhängig. Für eine<br />
beliebige plastische Verformung auf Grund von Gleitprozessen benötigen wir 5 voneinander<br />
unabhängige Gleitsysteme. Es kann nicht mehr als 5 voneinander unabhängige Gleitsysteme<br />
in einem Kristall geben, da durch Gleitprozesse keine Volumenänderung möglich ist (bei<br />
Phasenumwandlungen mit Volumenänderungen kommt ein zusätzlicher Freiheitsgrad hinzu).<br />
fcc bcc hcp<br />
Gleitbenenen und/oder Basalebene [0001]<br />
Burgersvektor a/2 a/2 a/3 <br />
Anzahl der Gleitsysteme 12 12 oder mehr 3<br />
Zahl voneinander unabhängigen<br />
Gleitsysteme<br />
5 5 2<br />
Mechanische<br />
duktil, geringe<br />
Eigenschaften<br />
Festigkeit<br />
duktil, hohe Festigkeit spröde<br />
Beispiele Ni, Cu, Pb Fe, Mo, Ta Mg, Be, Ti<br />
Kubisch-flächenzentriertes Gitter (z.B. Al, Ni, aust. Stähle (Cr-Ni-Stähle), Cu, Ag, Au)<br />
Legierungen dieses Kristallgitters zeigen eine gute Umformbarkeit aber auch eine hohe<br />
Verfestigungsrate bei der plastischen Verformung. Die Festigkeit lässt sich durch<br />
Ausscheidungshärtung beträchtlich erhöhen. Kennzeichnend für dieses Kristallgitter ist die<br />
Aufspaltung von Versetzung (in Shockley-Partialversetzungen) und damit die Bildung von<br />
Stapelfehlern:<br />
a/2 [110] = a/6 [211] + a/6 [12 1]<br />
Da die Linienenergie einer Versetzung ~ b 2 ist, ergibt sich eine Reduzierung der<br />
Gesamtlinienenergie. Je nach Stapelfehlenergie ist der Prozess dann begünstigt oder nicht,<br />
bzw. die Aufspaltungsweiten groß oder gering. Durch diese Aufspaltung sind die {111}-<br />
Ebenen in der sich der Stapelfehler befindet, als Gleitebenen festgelegt. Die Flächenenergie<br />
des Stapelfehlers ist eine entscheidende Größe der kfz-Gitter.<br />
Der Abstand zwischen den Shockley-Partialversetzungen wird über die Stapelfehlerenergie<br />
bestimmt. Die Versetzungen stoßen sich durch Wechselwirkung ihrer elastischen Felder mit<br />
einer Kraft ~ 1/x ab. Durch den Stapelfehler ziehen sich die Versetzungen mit einer<br />
117
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
konstanten Kraft an. Dies ergibt einen Gleichgewichtsabstand. Je größer die<br />
Stapelfehlerenergie desto geringer der Abstand.<br />
Eine geringe Stapelfehlerenergie führt somit zu einem großen Abstand zwischen den<br />
Partialversetzungen und einer eingeschränkten Beweglichkeit (Quergleiten von<br />
Schraubenversetzungen nicht möglich). Hindernisse müssen somit durch entsprechend hohe<br />
thermische Aktivierung umgangen werden. D.h. <strong>Metalle</strong> mit geringer Stapelfehlerenergie<br />
besitzen eine höhere Warmfestigkeit. Die Stapelfehlerenergie kann durch zulegieren sehr<br />
stark verändert werden. In Nickel kann die Stapelfehlerenergie durch Kobalt herabgesenkt, in<br />
Kupfer durch Zink.<br />
Element, bzw. Legierung: Ag Cu Ni Al CuZn30 Allg.<br />
Oberflächenenergie [mJ/m 2 ] 1140 1725 2280 980 1000 - 3000<br />
Korngrenzenergie [mJ/m 2 ] 790 625 866 325 400 - 800<br />
Stapelfehlerenergie [mJ/m 2 ] 22 78 125 166 15 20 - 300<br />
Zwillingsgrenzenergie [mJ/m 2 ] 8 24 43 75 10 - 150<br />
In intermetallischen Phasen ergeben sich auf Grund der chemischen Ordnung weitere Fehler:<br />
Antiphasengrenzen (APG), komplexe Stapelfehler (CSF) und intrinsisch und extrinsisch<br />
Stapelfehler der Überstruktur (SISF). Die Fehlerflächenenergien liegen im Bereich zwischen<br />
wenigen mJ/m 2 bis zu 300 mJ/m 2 . Für Ni 3 Al ergeben sich die Werte: E APG ≈ E CSF ≈ 90 mJ/m 2<br />
und E SISF ≈ 50 mJ/m 2 (Dissertation Glatzel).<br />
Kubisch-raumzentriertes Gitter (z.B. α-Eisen, ferritische Stähle, Mo, Ta, V, Cr, W, Nb)<br />
Versetzungen dieses Kristallgitters zeigen im Allgemeinen keine Aufspaltung, da die<br />
Stapelfehlerenergien um eine Größenordnung höher liegen als für die kfz-Struktur, daraus<br />
folgt eine niedrigere Warmfestigkeit.<br />
Burgersvektoren sind vom Typ a/2 , Gleitebenen sind {110}, {112} und {123}-<br />
Ebenen. Eine [111]-Richtung wird von drei {110}, drei {112} und sechs {123}-Ebenen<br />
geschnitten. D.h. es gibt viele Möglichkeiten für eine Schraubenversetzung zum Quergleiten.<br />
In krz-Strukturen wird die Gleitrichtung daher unter vielfachen Wechseln der Gleitebenen im<br />
Wesentlichen durch die Hauptschubspannungsrichtung bestimmt und nicht so sehr durch die<br />
Lage der Gleitebenen. Gleitlinien auf der Oberfläche sind daher oft wellenförmig. Es ergibt<br />
sich eine geringere Verfestigung bei Kaltverformung als bei kfz-<strong>Metalle</strong>n. Dagegen ist, durch<br />
die geringere Versetzungsaufspaltung, die Entfestigung mit steigender Temperatur stärker.<br />
118
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Bei Ermüdungsversuchen zeigt sich, dass durch die Vielzahl der möglichen Gleitebenen eine<br />
Stabilisierung der Versetzungsstruktur eher ergibt und Aufstauung von Versetzungen mit<br />
Risseinleitung seltener auftritt als bei kfz-<strong>Metalle</strong>n. Deshalb werden viele krz-<strong>Metalle</strong> als<br />
dauerfest eingestuft.<br />
Hexagonales Gitter (z.B. Be, Mg, Zn, Cd, Ti)<br />
Verformungen in dieser Struktur finden im Wesentlichen auf nur einer Ebene, der Basisebene,<br />
statt. Quergleiten ist nahezu ausgeschlossen. Dadurch verfestigen diese <strong>Metalle</strong> sehr stark,<br />
sind also schlecht verformbar und neigen zum Sprödbruch. Zink muss auf besonderen<br />
Walzwerken gewalzt werden, mit sehr kleinem Durchmesser der Arbeitswalzen.<br />
Dem ungünstigen Formänderungsverhalten entspricht die hohe Kerbempfindlichkeit und<br />
damit verbundene Sprödbruchneigung hexagonaler <strong>Metalle</strong>.<br />
Intermetallische Phasen (z.B. die kubisch-geordneten Phasen L1 2 (Ni 3 Al) und B2 (NiAl))<br />
In intermetallischen Phasen sind Burgersvektoren des Grundgitters keine vollständigen<br />
Versetzungen. D.h. im geordneten Gitter sind dies wieder Partialversetzungen und erzeugen<br />
einen Fehler. Es ergeben sich somit Burgersvektoren mit höherem Betrag oder Versetzungen<br />
treten paarweise auf und spannen eine Fehlerfläche zwischen sich auf.<br />
Besonders interessant für Hochtemperaturanwendungen sich die Phasen Ni 3 Al (anomales<br />
Temperaturverhalten, hochwarmfest) und die Phase NiAl (hoher Schmelzpunkt, geringe<br />
Dichte, sehr gute Oxidationsbeständigkeit, geordnet bis nahe zum Schmelzpunkte).<br />
Aluminium<br />
Nickel<br />
d 100 NiAl = 0.288<br />
d 100<br />
Ni 3 Al = 0.357<br />
Ni 3 Al im Vergleich zu NiAl<br />
119
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
1. Beispiel L1 2 -Ordnung wie in Ni 3 Al:<br />
Der kürzeste Verbindungsvektor im ungeordneten kfz-Kristall ist a/2 . Dieser erzeugt<br />
im L1 2 -geordneten Gitter eine Antiphasengrenze. Die Shockley-Partialversetzungen<br />
a/6 des kfz-Gitters erzeugen eine Antiphasengrenze gekoppelt mit einem Stapelfehler,<br />
genannt complex stacking fault (CSF). Eine zweite, parallele Shockley-Partialversetzung hebt<br />
die Antiphasengrenzfläche wieder auf und es bleibt ein superlattice intrinsic stacking fault<br />
(SISF) übrig. Durch die unterschiedlichen Energiedichten der Flächenfehler:<br />
E CSF ≈ 90 mJ/m 2 ≈ E APB > E SISF ≈ E SESF ≈ 50 mJ/m 2<br />
ergeben sich stark verschiedene Aufspaltungsweiten von Versetzungspaaren.<br />
Nur sehr vereinzelt und für spezielle Orientierung der Lastachse werden Versetzungen mit<br />
a Burgersvektoren beobachtet (Link, Knobloch, Glatzel, Scripta Materialia).<br />
Vielstrahlfall, alle Defekte sichtbar.<br />
Weak.beam-Aufnahme der gleichen<br />
Probenstelle, Stapelfehlerkontrast<br />
ausgelöscht, 8 Versetzungen sichtbar.<br />
Versetzungskonfiguration von insgesamt 8 Versetzungen (Dr.-Arbeit Glatzel), angeordnet in<br />
4 Paaren von a/6 Versetzungen mit der Abfolge:<br />
ungestörter Kristall - CSF - SESF - CSF - SISF - CSF - SESF - CSF - ungestörter Kristall.<br />
Der Abstand zwischen Versetzungen, die einen CSF einschließen beträgt nur wenige nm.<br />
Intermetallische Phasen des Typs L1 2 zeigen ein anomales Temperaturverhalten. Die<br />
Festigkeit nimmt mit steigender Temperatur zu, bis schließlich bei sehr hohen Temperaturen<br />
ein starker Abfall beobachtet wird. Dies kann durch sog. Kear-Wilsdorf-locks erklärt werden.<br />
Die Shockley-Partialversetzungen gleiten thermisch aktiviert quer auf eine {100} Ebene und<br />
das ganze System wird somit gepinnt. Je höher die Temperaturen, desto öfter erfolgt dieses<br />
quergleiten und immer mehr Versetzungen werden unbeweglich und bilden wiederum<br />
Hindernisse für nachfolgende Versetzungen. Bei sehr hohen Temperaturen wird dann das<br />
Gleiten auf {100} Ebenen ermöglicht, bzw. die Shockley-PV springen auch häufig wieder<br />
zurück auf die {111} Gleitebenen.<br />
120
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Dehngrenze R p0,2<br />
[MPa]<br />
1600<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
X = Al<br />
Ga<br />
In<br />
Ti<br />
Dehngrenzen der intermetallischen<br />
Phasen Pt 3<br />
X<br />
im Vergleich zu Ni 3<br />
Al<br />
Pt 3<br />
Al<br />
Ni 3<br />
Al<br />
Antiphasengrenze<br />
Komplexer Stapelfehler<br />
Spur der (100) Ebene<br />
Spur der (111) Ebene<br />
Quergleitprozess<br />
(111)<br />
200<br />
0<br />
Cr<br />
Ir 3<br />
Nb<br />
0 500 1000<br />
Temperatur [°C]<br />
Anomales Fliessverhalten der meisten L1 2 -geordneten Legierungen und die Erklärung durch<br />
thermisch aktivierte Bildung von Kear-Wilsdorf-Locks.<br />
2. Beispiel B2-Ordnung wie in NiAl:<br />
Der kürzeste Verbindungsvektor im krz-Kristall ist a/2 . Dieser erzeugt in der B2-<br />
Ordnung eine Antiphasengrenze. Im Vergleich zur L1 2 -Struktur ist die Antiphasengrenzenergie<br />
hier jedoch deutlich höher und liegt bei mehreren 100 mJ/m 2 . Ein Gleiten von<br />
Paarversetzungen wurde in NiAl nicht beobachtet. Stattdessen werden Versetzungen mit<br />
betragsmäßig größeren Burgersvektoren angeregt. Nach Hochtemperaturbelastung wurden<br />
Versetzungen vom Typ a , a und sogar a Versetzungen beobachtet<br />
(Glatzel, Forbes, Nix; Phil. Mag.). Aufspaltungen konnten mit der weak-beam Methode<br />
(Auflösungsgrenze ca. 1 nm) nicht beobachtet werden, in Hochauflösung ergibt sich jedoch<br />
eine Aufspaltung des Versetzungskerns von a Stufenversetzungen (Mills, Miracle;<br />
Acta met. mat.).<br />
Durch die stark eingeschränkte Beweglichkeit der Versetzungen mit großem Burgersvektor<br />
ist das Material sehr spröde bei tiefen Temperaturen. Hinzu kommt, dass Belastungen in<br />
Richtung für Burgersvektoren immer zu einem Schmidfaktor Null führen. D.h.<br />
ungünstig orientierte Körner können sich nicht plastisch deformieren. Eine nennbare<br />
Duktilität ergibt sich erst bei höheren Temperaturen da dann eine Verformung über a <br />
und a Versetzungen möglich ist.<br />
121
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Erholung, Rekristallisation und Kornwachstum<br />
<strong>Metallische</strong> <strong>Werkstoffe</strong> werden beim Kaltumformen verfestigt. Höhere Verformungsgrade<br />
sind nur realisierbar, wenn Zwischenglühungen durchgeführt werden. Nach dem<br />
Zwischenglühen ist das Material entspannt, d.h. es sollte die gleiche mechanischen<br />
Eigenschaften (Duktilität) wie das unverformte Material besitzen mit der guten<br />
Oberflächeneigenschaften und den Maßtoleranzen wie nach der Kaltverformung. Die wieder<br />
gewonnene Duktilität ermöglicht eine weitere Kaltverformung. Durch wiederholte<br />
Kaltverformung und Zwischenglühung lassen sich insgesamt sehr hohe Verformungsgrade<br />
erzielen.<br />
Es lassen sich drei Stufen unterscheiden:<br />
Erholung<br />
Nach der Kaltverformung ist die Versetzungsdichte in den Kristalliten stark erhöht. Die<br />
zugeführte Energie bei der Zwischenglühung bewirkt, dass sich die Versetzungsknäuel zu<br />
energetisch günstigen Konfigurationen anordnen und damit Subkörner (polygone<br />
Subkornstruktur) bilden. Die Versetzungsdichte bleibt nahezu unverändert. Dadurch bleiben<br />
die mechanischen Eigenschaften nahezu unverändert, es werden jedoch innere Spannungen<br />
abgebaut und die elektrische Leitfähigkeit wird wieder hergestellt (=> bei der Herstellung von<br />
Kupferdrähten wird nach der Erholung abgebrochen, da hohe Festigkeiten und gute<br />
Leitfähigkeit erreicht wurden).<br />
Rekristallisation<br />
Keimbildung und Keimwachstum neuer Kristallite, die nur wenige Versetzungen enthalten.<br />
An den Grenzen der polygonen Subkornstruktur bilden sich neue kleine Kristallite, wobei die<br />
Versetzungen weitgehend abgebaut werden. Nach Rekristallisation besitzen die <strong>Metalle</strong> auf<br />
Grund ihrer reduzierten Versetzungsdichte nur geringe Festigkeit, aber hohe Duktilität.<br />
Kornwachstum (Ostwaldreifung)<br />
Wird die Temperatur weiter erhöht beginnen die Kristallite zu wachsen indem bevorzugte<br />
Kristallite kleinere in sich aufnehmen. Durch die Verringerung der Gesamtfläche der<br />
hochenergetischen Korngrenzenfläche wird die Gesamtenergie des Systems verringert. Dieser<br />
Vorgang wird durch die Ostwald-Reifung beschrieben, wobei sich die zeitabhängige<br />
Korngröße ergibt zu:<br />
R 3 3<br />
- R<br />
0<br />
~ D⋅t<br />
mit der Diffusionskonstanten D und dem kritischen Radius R 0 .<br />
122
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Grundlage hierfür ist die Gibbs-Thomson-Beziehung, die die Konzentration des Elements B<br />
in der Matrix A in der Nähe von B-reichen Ausscheidungsteilchen angibt. Diese Beziehung<br />
lässt sich auch auf das chemische Potential in der Nähe einer Korngrenze übertragen.<br />
⎛<br />
c M (R) = c ∞ exp<br />
⎜<br />
⎝<br />
2<br />
k<br />
B<br />
σ Ω<br />
T R<br />
⎟ ⎞<br />
⎠<br />
mit der Grenzflächenenergie σ, dem Atomvolumen Ω. Hierbei berechnen sich die<br />
Konzentrationsunterschiede rein aus den verschiedenen Energieinhalten unterschiedlich<br />
großer <strong>Teil</strong>chen in ihrer Umgebung.<br />
Erfolgt der Wachstum nach der Ostwaldreifung so ergibt sich eine Selbstähnlichkeit des<br />
Gefüges. Zwei Gefügeaufnahmen nach unterschiedlichen Zeiten lassen sich nicht<br />
voneinander unterscheiden, wenn die Vergrößerung mit t 1/3 skaliert wird (siehe auch die<br />
Vorlesung von Dr. Völkl "Schmelze, Erstarrung, Grenzflächen" im Vertiefungsfach <strong>Metalle</strong>).<br />
Das Kornwachstum erfolgt durch Diffusionsumlagerungen einzelner Atome. Das<br />
Kornwachstum ist in den meisten Anwendungen unerwünscht (siehe Hall-Petch Beziehung).<br />
Kornwachstum des rechten Kornes durch Diffusionsumlagerungen<br />
123
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Einfluss der Kaltverfomung und des Zwischenglühens (nach 75 % Kaltverformung) auf eine<br />
Cu-Zn(35 %)-Legierung (Messing).<br />
Nach Kaltverformung nach Erholung nach Rekristallisation nach Kornwachstum<br />
Einfluß der Entspannungstemperatur auf das Gefüge kaltverformter <strong>Metalle</strong>.<br />
124
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Gefügeausbildung in Abhängigkeit vom vorausgegangenen Kaltverformungsgrad nach einer<br />
Rekristallisationsglühung bei einem durchschossenen Zinnblech.<br />
125
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Korrosion<br />
Im Allgemeinen liegen die Ausgangsstoffe der <strong>Metalle</strong> in der Erdrinde als Oxide vor. Um<br />
diese Rohstoffe in den metallischen Zustand zu bringen, ist Energie aufzuwenden. Der<br />
Aufwand ist abhängig von der Oxidationsneigung (unlegierter Stahl 58 GJ/t, Aluminium<br />
290 GJ/t, Magnesium 415 GJ/t, Titan 560 GJ/t).<br />
Die treibende Kraft zum Ablauf der Korrosionsprozesse ist somit gegeben. Die <strong>Metalle</strong><br />
streben die thermodynamisch stabilere Verbindung an. Definition der Korrosion:<br />
Reaktion eines metallischen Werkstoffs mit seiner Umgebung, die eine meßbare<br />
Veränderung des Werkstoffs bewirkt und zu einer Beeinträchtigung der Funktion eines<br />
metallischen Bauteils oder eines ganzen Systems führen kann.<br />
Jede Minute wandelt sich auf der Welt 1.000 kg Eisen in Rost, wobei der Materialwert noch<br />
zu vernachlässigen ist (ca. 1.000 €/Min. ~ 0,5 Milliarden jährlich weltweit), der Wert der<br />
Systeme, die dabei jedoch unwiderruflich verloren gehen jedoch nicht (ca. 90 Milliarden<br />
jährlich nur in Deutschland!). Die Korrosion findet in der Regel an der Grenzfläche<br />
Metall/umgebendes Medium statt (Ausnahme: innere Oxidation). Dadurch kommt der<br />
Oberfläche eine besondere Bedeutung zu. Schützende Deckschichten hemmen oder<br />
verhindern die Kinetik der Metallauflösung im Medium.<br />
Korrosionsmechanismen:<br />
- elektrochemische Korrosion (Nasskorrosion)<br />
- chemische Korrosion (Hochtemperaturoxidation)<br />
- biochemische Korrosion (Angriff durch Mikroben)<br />
- metallphysikalische Korrosion (im Innern, z.B. innere Oxidation)<br />
Elektrochemische Korrosion<br />
Voraussetzung: wässriges Medium und Potentialunterschied zwischen Metall und Medium<br />
(=> galvanisches Element). Der Stromfluß entspricht dem Masseverlust, z.B. die Stromdichte<br />
von 1 mA/cm 2 beim Eisen entspricht einer Abtragung von 12 mm/Jahr.<br />
Auflösung von <strong>Metalle</strong>n<br />
Durch seine polaren Eigenschaften bildet Wasser beim Lösen von Salzen Ionen aus und hält<br />
diese in Lösung. Es wird somit zum Leiter zweiter Klassse oder Ionenleiter (Elektrolyt). Z.B.<br />
ZnSO 4<br />
in Wasser gelöst => Zn 2+ und SO 2- 4<br />
.<br />
126
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Wird ein reines Metall in Wasser getaucht so kann nur das Metall-Ion in Lösung gehen. Die<br />
entsprechenden Elektronen bleiben im Metallgitter zurück. Der Lösungsvorgang kommt zum<br />
Stillstand wenn das elektrische Feld an der Metalloberfläche so groß geworden ist, dass die<br />
Differenz aus Hydratationsenergie (Wechselwirkongsenergie Lösungsmittel und Ion) und<br />
Gitterenergie nicht ausreicht um Metallionen durch die Doppelschicht (Ionen/Elektronen) zu<br />
bewegen. Es herrscht ein "Elektronendruck" im Metall.<br />
Elektrische Doppelschicht an der Grenzfläche<br />
Metall/Elektrolyt<br />
Potential von Kupfer und Zink gegenüber<br />
dem Elektrolyten bzw. der Normalwasserstoffelektrode.<br />
Potentialdifferenz U.<br />
Durch die Definition einer Normal- oder Standardwasserstoffelektrode (platinierte Platinelektrode,<br />
d.h. Platin mit feinverteiltem Platin überzogen und umspült von H 2 unter Atmosphärendruck<br />
gegen wässrige Lösung) lässt sich eine elektrochemische Spannungsreihe bestimmen.<br />
Ein weiterer sehr wichtiger Aspekt, der im Kapitel Hochtemperaturoxidation näher behandelt<br />
wird, ist die Ausbildung einer Passivschicht (siehe die Anmerkungen in der nachfolgenden<br />
Tabelleund in der übernächsten Grafik). Diese Schichten sind zum <strong>Teil</strong> nur wenige nm dick<br />
(Cr und Ti) verhindern aber dann sehr effektiv weitere Korrosionsangriffe. Insofern ist das<br />
elektrochemische Potential allein nicht aussagekräftig.<br />
127
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
-2,71<br />
Me/Me z+<br />
Standardelektrodenpotentia<br />
l U 0 für a = 1 mol/l [V]<br />
Na/Na +<br />
Au/Au 3 + +1,50<br />
Mg/Mg 2 +<br />
-2,38<br />
Al/Al 3 +<br />
-1,66<br />
Ti/Ti 2 +<br />
-1,63<br />
Mn/Mn 2 +<br />
-1,19<br />
Zn/Zn 2 +<br />
-0,76<br />
Cr/Cr 3 +<br />
-0,74<br />
Fe/Fe 2 +<br />
-0,44<br />
Ni/Ni 2 +<br />
-0,23<br />
Sn/Sn 2 +<br />
-0,14<br />
Pb/Pb 2+<br />
-0,13<br />
Fe/Fe 3 +<br />
-0,04<br />
H/H +<br />
0,00<br />
13% Cr-Stahl(1.4021, 1.4006)<br />
+0,28<br />
Cu/Cu 2 +<br />
+0,34<br />
Cu/Cu +<br />
+0,52<br />
Ag/Ag +<br />
+0,80<br />
Sauerstoffoxidation (pH = 7)<br />
+0,82<br />
Cr-Ni-Stahl (1.4301), passiv<br />
+0,83<br />
Cr-Ni-Mo-Stahl (1.4401), passiv<br />
+0,86<br />
Pt/Pt 4 +<br />
+1,20<br />
Potential U<br />
für a = 10 -6 mol/l<br />
-3,06<br />
-2,55<br />
-1,78<br />
-1,80<br />
-1,36<br />
-0,86<br />
-0,61<br />
-0,40<br />
-0,31<br />
-0,15<br />
0,00<br />
+0,16<br />
+0,17<br />
+0,45<br />
+1,38<br />
[V]<br />
Normalpotentiale ausgewählter <strong>Metalle</strong> bei 25°C und 1 bar Druck in einmolarer und in<br />
10 -6 -molarer Lösung.<br />
Galvanisches Element<br />
Wird zwischen zwei Elektroden, die sich in einem Elektrolyt befinden, eine metallisch<br />
leitende Verbindung hergestellt, beginnt ein Strom zu fließen. Dadurch entsteht ein<br />
elektrisches Feld, welches eine Wanderung der Metallionen bewirkt. Vorsicht mit den<br />
Begriffen Anode und Kathode (siehe Bild).<br />
128
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Galvanisches Element mit Zink- und Kupferelektrode.<br />
Der Strom des galvanischen Elements hängt von den Elektrodenpotentialen und der<br />
Beweglichkeit der Ionen im Elektrolyten ab. Es entsteht ein Materialverlust an der<br />
elektronegativen Elektrode (Anode). Der Prozeß läuft solange ab, bis sich Anode aufgelöst<br />
hat.<br />
Die anodische <strong>Teil</strong>reaktion<br />
Me → Me z+ + z e - , bzw. Zn → Zn 2+ + 2 e -<br />
erfolgt unter Abgabe von Elektroden, wird damit als Oxidation bezeichnet.<br />
In der Praxis geht die Konzentration der Metallionen in der Lösung → 0, deshalb die Angabe<br />
in obiger Tabelle für eine 10 -6 -molare Lösung, außerdem wird der Begriff "Potential" statt<br />
"Spannung gegenüber der Standardwasserstoffelektrode" verwendet.<br />
Wird das Elektrodenpotential gegenüber der Wasserstoffionenaktivität (pH-wert) aufgetragen<br />
(Pourbaix-Diagramm) kann man das Korrosionsverhalten eines Metall-Lösungssystem<br />
einteilen. Z.B. Eisen in 10 -6 -molarer Lösung geht dann in Lösung, wenn das Elektrodenpotential<br />
> -0.614 V ist. Bei Potentialen < -0.614 V ist Eisen Korrosionsbeständig. Bei<br />
pH > 9.5 ergibt sich eine schützende Deckschicht der festen Phase Fe(OH) 2<br />
. Erst im Bereich<br />
sehr großer pH_Werte tritt schließlich Korrosion durch (HFeO 2<br />
) - auf. Durch Verschieben des<br />
Potentials mit Hilfe unedleren Anodenmaterials oder durch außen wirkenden Fremdstrom<br />
kann das System Stahl/Elektrolyt, in den Bereich der Korrosionsbeständigkeit gebracht<br />
werden.<br />
129
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Elektrodenpotential, pH-Wert und Korrosionsverhalten (Pourbaix-Diagramm) für Eisen,<br />
Aluminium und Titan (=> Bioverträglichkeit).<br />
Eine Abschätzung ob sich eine schützende Deckschicht ergeben kann, ergibt sich über das<br />
Pilling-Bedworth-Verhältnis (Oxidvolumen pro Metallatom)/(Volumen des Metallatoms in<br />
der Legierung). Ist das Verhältnis geringfügig größer 1, so ergibt sich eine unter<br />
Druckspannungen stehende Deckschicht (siehe späteres Kapitel Hochtemperaturkorrosion).<br />
Ungleiche <strong>Werkstoffe</strong> (Kontaktkorrosion)<br />
Selbst eine makroskopisch gleichmäßige Metalloberfläche bildet eine Vielzahl von<br />
Mikroelektroden (anodische und kathodische Bereiche). Es wird ein Stromfluß bewirkt und es<br />
stellt sich ein äquivalenter Materialabtrag an der Anode ein. Diese Art der<br />
Korrosionselementbildung tritt häufig in der technischen Praxis auf.<br />
130
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Selbst für homogene Materialien tritt dieser Effekt durch die unterschiedlichen<br />
Gitterorientierungen auf (vgl. Kornflächenätzung, Vorlesung <strong>Metalle</strong> I). Ebenso zwischen<br />
Kornflächen und Korngrenzen (Korngrenzenätzung).<br />
Anodische (-) und kathodische (+) Bereiche auf einer Metalloberfläche.<br />
Besonders dramatisch wird der Effekt bei mehrphasigen <strong>Werkstoffe</strong>n und bei<br />
Verunreinigungen, da sich sehr große Potentialunterschiede einstellen können.<br />
Reaktionen an anodischen und kathodischen Bereichen auf einer Metalloberfläche.<br />
Die anodischen und kathodischen Bereiche können durchaus makroskopische Dimensionen<br />
annehmen. Ausgeprägte Korrosionsschäden liegen dann vor, wenn das unedlere Material<br />
(Stahl) dem edleren (Kupfer) in Strömungsrichtung folgt. Der Umfang der Zerstörung hängt<br />
außer von der Potentialdifferenz auch vom Verhältnis der Flächen zueinander ab. Dabei ist es<br />
günstiger einen großen Anodenbereich einer kleinen Kathodenfläche gegenüber zu stellen als<br />
umgekehrt. D.h. Messingschraube im Stahlblech ist besser als Stahlschraube im<br />
Messingblech. Der erste Fall kann unter Umständen sogar einen Schutz bewirken, wenn<br />
entsprechende Bereiche im Pourbaix- Diagramm eingestellt werden.<br />
131
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Verformte Bereiche in einem Bauteil wirken gegenüber unverformten Bereichen als Anode.<br />
Vergleiche oben: kleine, stark kaltverformte Bereiche in einer großflächigen unverformten<br />
Umgebung sind besonders gefährdet.<br />
Bevorzugte Korrosion an den Fließlinien kaltgereckter Rohre.<br />
Belüftungselement (Spaltkorrosion)<br />
Es handelt sich hierbei im Grunde um ein Konzentrationselement. Werden zwei identische<br />
Elektroden in Lösungen unterschiedlicher Konzentration gebracht, so wird die Elektrode in<br />
der verdünnten Lösung zur Anode. Die Korrosionsreaktion läuft so lange ab, bis der<br />
Konzentrationsausgleich durchgeführt ist.<br />
Konzentrationselement<br />
132
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Beim Belüftungselement wird der Bereich zur Kathode, welcher einem ausreichendem<br />
Sauerstoffangebot durch Belüftung ausgesetzt ist. Im Grund des Spaltes (Sauerstoffmangel)<br />
liegt der anodische Bereich (Metallauflösung).<br />
Schematische Darstellung der Korrosionsvorgänge in einem Spalt durch Bildung von<br />
Belüftungselementen.<br />
Der gleiche Effekt läßt sich unter Ablagerungen (Schmutz, Wasserstropfen) und kurz<br />
unterhalb der Wasserlinie (Metallverlust unterhalb der Meerwasseroberfläche).<br />
Unter einem Wassertropfen<br />
Knapp unterhalb der Wasserlinie<br />
Beispiele der Belüftungskorrosion.<br />
Temperaturelement<br />
Ein Korrosionselement ist auch dann gegeben wenn identische Elektroden in demselben<br />
Elektrolyt aber bei unterschiedlichen Temperaturen vorliegen. Z.B. Wärmeübergangsflächen<br />
von Wärmetauschern und Kessel. Im Falle einer Kupferelektrode in CuSO 4<br />
-Lösung wird die<br />
Elektrode mit der höheren Temperatur zur Kathode. Bei Eisen in NaCl-Lösung ist es<br />
umgekehrt.<br />
133
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Streustromkorrosion<br />
In der Umgebung elektrischer Anlagen (z.B. Bahn, Galvanisierbetrieben, Aluminiumhütten,<br />
... ) können über den Boden Streuströme fließen. Sie bilden sich auch unter<br />
Wechselstrombedingungen, da der Materialverlust irreversibel ist. Im Extremfall können<br />
Passivschutzschichten unter Wechselstrombedingungen reduziert werden. Somit wird dann<br />
die Schutzwirkung aufgehoben.<br />
Streustromkorrosion an einer erdverlegten Rohrleitung im Bereich einer elektrischen Bahn.<br />
Korrosionsarten<br />
Erscheinungsformen der Korrosion, abhängig vom Potentialen, Flächenverhältnissen und dem<br />
einwirkenden Medium.<br />
Gleichmäßige Flächenkorrosion<br />
Homogene Verteilung anodischer und kathodischer Bereiche nach Ort und Größe über eine<br />
Metalloberfläche. Der Abtrag kann dann zum Stillstand kommen, wenn unter den gegebenen<br />
Bedingungen das Metall eine schützende Deckschicht ausbildet.<br />
Schematische Darstellung der gleichmäßigen Flächenkorrosion.<br />
134
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Lokale Korrosion<br />
Vergleichsweise kleine anodische Bereiche in kathodischer Umgebung → hohe Stromdichten<br />
mit großen Abtragungsraten im anodischen Bereich. Z.B.: Verletzung einer Schutzschicht,<br />
Ablagerungen (Schmutz, Wassertropfen), lokale Bedeckungen, leitende Verbindung<br />
unterschiedlicher <strong>Werkstoffe</strong> unter Elektrolyteinwirkung, Wärmeeinflusszone von<br />
Schweißnähten. Ein weiterer Fall ist der Lochfraß (halogenidhaltigen Elektrolyt und örtlich<br />
unterbrochene Deckschicht).<br />
Verschieden Formen lokaler Korrosion.<br />
Interkristalline Korrosion<br />
Die Korngrenzen sind hier scharf ausgeprägte anodische Bereiche, die sehr stark angegriffen<br />
werden. Dadurch wird der Kornverband des Werkstoffs entlang den Korngrenzen<br />
aufgehoben.<br />
Beispiel: Cr-haltige korrosionsbeständige Stähle. Verarmen die Korngrenzen durch falsche<br />
Wärmebehandlung (oder Schweißen) an dem passivierenden Element sind die<br />
Voraussetzungen für den selektiven Angriff gegeben.<br />
Interkristalline Korrosion.<br />
Schwingungsriß-, Spannungsrißkorrosion<br />
Gleichzeitiges Einwirken mechanischer und korrosiver Beanspruchung. Bei der<br />
Schwingungsrißkorrosion sind die Ausgangspunkte der Korrosion Ermüdungsgleitbänder, die<br />
die Deckschicht durchstoßen haben. Die in Bewegung befindlichen Gleitbänder stellen<br />
hochaktive Bereiche dar, die zur Materialauflösung führen.<br />
135
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Bei der Spannungsrißkorrosion liegt eine statische Beanspruchung vor. Nach lokaler<br />
Zerstörung der Deckschicht und einem anriß ergibt sich am Rißgrund eine plastische Zone.<br />
Durch die elektrochemischen Reaktionen im riß wird die Aggressivität des korrosiven<br />
Mediums im Rißgrund stark erhöht<br />
Spannungsrisskorrosion: schematische Darstellung und am Beispiel eines Metalls mit<br />
oxidischer Deckschicht (z.B. korrosionsbeständiger Stahl).<br />
Wasserstoffversprödung<br />
Bei den Korrosionsreaktionen kann auch atomarer Wasserstoff entstehen (Säuretyp). Der<br />
atomare Wasserstoff diffundiert entlang den Korngrenzen ins Volumen. Dann findet eine<br />
Rekombination zu H 2<br />
statt, wobei extrem hohe Drücke aufgebaut werden, die den Werkstoff<br />
entlang den Korngrenzen sprengen.<br />
Korrosionsschutz<br />
• Das zu schützende Bauteil läßt sich so polarisieren, dass keine Voraussetzungen zur<br />
Korrosion gegeben sind.<br />
• Hermetischen Abschluß der Oberfläche durch Überzüge und Beschichtungen verhindern<br />
die Grenzflächenreaktionen.<br />
• Überzüge, die als Anode wirken bilden ebenfalls eine Polarisation und schützen dadurch<br />
den Werkstoff kathodisch.<br />
• Werkstoffauswahl<br />
• Konstruktion (elektrisch isolierende Verbindungen).<br />
Polarisierung<br />
Wird einer galvanischen Zelle (z.B. Abbildung S. 129) von außen ein Strom aufgeprägt, so<br />
kann das Potential der Kupferelektrode soweit angehoben werden, bis das Potential des Zn<br />
erreicht ist. In diesem Fall fließt zwischen den beiden Elektroden kein Strom.<br />
136
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Elektronen werden durch eine externe Gleichstromquelle in die Anode gepumpt (kathodischer<br />
Schutz durch Außenstrompolarisierung).<br />
Statt einer Außenstromquelle kann zur Polarisierung auch eine Opferanode aus einem<br />
unedleren Werkstoff als der zu schützende in Anwendung kommen, die den erforderlichen<br />
Polarisationsstrom liefert. Solche Opferanoden sind aus Al, Mg oder Zn zum Schutz von<br />
Schiffskörpern, Tanks und Rohrleitungen in Gebrauch.<br />
Kathodischer Schutz durch Opferanode.<br />
Überzüge und Beschichtungen<br />
Prinzipiell sind Beschichtungen durch Opferanoden zu unterscheiden von hermetisch dicht<br />
abschließenden Schutzschichten.<br />
Schutzschichten (Lack) sind vollständig isolierende Bedeckungen und am weitesten<br />
verbreitet. Die Schicht muß poren- und kratzerfrei sein. Gerade Poren und Unterwanderungen<br />
137
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
der Beschichtung können durch pH-Wert Absenkung zu lokal sehr starken<br />
Korrosionsangriffen führen (siehe Spaltkorrosion).<br />
Anorganisch-nichtmetallische Überzüge werden durch Emaillierungen gebildet. Sie wirken<br />
wie Lacke.<br />
Bei metallischen Beschichtungen muss unterschieden werden ob die Schicht edler oder<br />
unedler als das Grundmaterial ist. Eine edlere Beschichtung kann nur dann eine<br />
Schutzwirkung haben, wenn sie vollständig dicht ist (z.B. Cu, Ni, Sn auf Stahl, letzteres<br />
genannt Weißblech in Konservendosen). Bei Beschädigung der Schicht wird das unedlere<br />
Grundmaterial zur Anode und löst sich dann gegenüber der großen Fläche der kathodischen<br />
Beschichtung sehr rasch auf.<br />
Metallisierungen mit unedlerem Potential als das Grundmaterial wirken bei Beschädigung als<br />
Anode und schützen das darunterliegende Grundmaterial, wobei das Schichtmaterial<br />
verbraucht wird. Zum Schutz des Stahls wird vorzugsweise Zink verwendet (verzinkte<br />
Autokarrosserien, eingeführt von Porsche und dann Audi).<br />
Wirkung einer im Vergleich zum Grundwerkstoff edleren (kathodischer) und einer unedleren<br />
(anodischer) Beschichtung.<br />
Konstruktive Maßnahmen<br />
Vermeidung von: ungeeigneten Werkstoffpaarungen in leitender Verbindung, Spalten und<br />
Hohlräume sowie stark unterschiedlich kaltverformter Bereiche an einem Bauteil. Müssen<br />
<strong>Metalle</strong> unterschiedlicher Potentiale verbunden werden, so ist darauf zu achten, dass eine<br />
elektrisch leitende Verbindung durch Isolierung vermieden wird.<br />
138
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Flanschverbindung zwischen Stahl- und Aluminiumrohr bei Verwendung von Stahlschrauben<br />
mit vorschriftsmäßiger Isolierung.<br />
1 Isolierpaste oder -hülse, 2 isolierende Packung, 3 Kunststoffscheibe<br />
Bei Schweißkonstruktionen ist darauf zu achten, dass keine Spalten zwischen den Bauteilen<br />
entstehen. Durchgehende Schweißungen sind unterbrochenen vorzuziehen.<br />
Konstruktive Ausführungen von Schweißverbindungen bei korrosiver Beanspruchung.<br />
139
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Hochtemperaturkorrosion (Oxidation)<br />
Unter Hochtemperaturkorrosion versteht man alle Formen der Reaktion eines Werkstoffs mit<br />
seiner Umgebungsatmosphäre bei erhöhten Temperaturen, z.B.:<br />
− Oxidation: äußere Oxidation, Oxiddeckschichtbildung (Passivierung), innere Oxidation<br />
− Aufkohlung: innere Karbidbildung<br />
− Aufstickung (Nitrierung): innere Nitridbildung, seltener Nitriddeckschichtbildung<br />
− Aufschwefelung: äußere Sulfidierung, Sulfiddeckschicht, seltener innere Sulfidbildung<br />
Chemische Reaktionen, wie der Oxidationsvorgang (Me → Me z+ + z⋅e - ) an einer Grenzfläche<br />
gasförmig/fest, laufen bei einer Temperaturerhöhung von ca. 10°C mit mindestens einer<br />
Verdopplung ihrer Geschwindigkeit ab. Bei der nassen Korrosion wird die Energie durch die<br />
Hydratation geliefert. Bei der Hochtemperaturkorrosion wird die Aktivierungsenergie<br />
thermisch zugeführt und die Korrosionsvorgänge laufen trocken an der Grenzfläche<br />
Metall/gasförmiges Medium ab, z.B.<br />
Me + 1/2 O 2<br />
→ MeO<br />
ebenso für schwefel- und chlorhaltige Gase.<br />
140
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Ellingham-Richardson-Diagramm einiger Oxidationsreaktionen. Die rechte und untere<br />
Umrandungsachse gibt die O 2 -Partialdrücke an, wobei die Werte mit dem absoluten<br />
Nullpunkt zu verbinden sind. Als Beispiel ist p O2 = 10 -20 Pa = 10 -15 bar eingezeichnet. Nur die<br />
unterhalb dieser Linie liegenden Oxide sind noch thermodynamisch stabil<br />
Schichtbildungsgesetze<br />
Der Zeitablauf der Verzunderung hängt entscheidend vom Charakter der sich bildenden<br />
Oxidschicht ab. Gemessen werden die Gewichtsänderung (Gravimetrie, günstiger für<br />
kontinuierliche Messungen) oder die Schichtdicke. Das Verhältnis der Molvolumen, das<br />
Verhältnis der Gittertypen des Oxids im Vergleich zum Metall und die thermodynamische<br />
Stabilität des Oxids und zahlreiche andere <strong>Teil</strong>vorgänge bestimmen den Fortschritt der<br />
Zunderbildung.<br />
141
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Ungünstig sind poröse oder abblätternde Schichten (sehr kleines oder sehr großes Verhältnis<br />
der Molvolumen). Dort ergibt sich ein linearer Zeitverlauf.<br />
Zeitabhängigkeit der Oxidation:<br />
− logarithmische Massezunahme (Tieftemperaturoxidation).<br />
2<br />
⎛ Δm<br />
⎞<br />
− parabolische Massezunahme ⎜ ⎟ = k<br />
p<br />
⋅ t , mit der temperaturabhängigen<br />
⎝ A ⎠<br />
parabolischen Oxidationskonstante k p . Erklärung: Diffusion durch die Schicht hindurch<br />
(Sauerstoff und/oder Metall). Parabolische Massezunahme ist gewünscht und bildet eine<br />
stabile Oxidationsschicht.<br />
− lineare Massezunahme, z.B. Ta und Nb: Oxidfilm bricht auf und Sauerstoff erhält direkten<br />
Kontakt zu frischem Metall.<br />
− Masseabnahme: Deckschichtabplatzungen, flüssige oder flüchtige Oxide katastrophale<br />
Oxidation. Flüssige Oxide findet man z.B. bei V und Mo. Flüchtige Oxide bei W, Mo und<br />
Cr. Zu erkennen sind Metallablagerungen bei nichtdichten Inertgasfüllungen von<br />
Glühbirnen.<br />
Idealisierte kinetische Gesetzmäßigkeiten der Hochtemperaturoxidation.<br />
Schichtbildungsmechanismen<br />
Nach der Anfangsschichtbildung wird das weiter Schichtwachstum durch Diffusionsmechanismen<br />
bestimmt. Entweder durch Diffusion des Sauerstoffs oder des Metalls durch die<br />
142
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Oxidschicht. In technischen Legierungen mit ausreichender Korrosionsbeständigkeit ist die<br />
Metalldiffusion schneller als die Sauerstoffdiffusion.<br />
Schichtwachstum durch Metalldiffusion (Zuwachs an der Grenzfläche zum Gas) oder<br />
Sauerstoffdiffusion (Zuwachs an der Metallseite).<br />
Die Wanderung der Ionen durch die Schicht erfolgt über Fehlstellen. Eine Erhöhung der<br />
Fehlstellendichte beschleunigt den Zundervorgang. Entsprechend können zudotierte Fremdatome<br />
die Fehlstellendichte anheben (Cr in Ni) oder absenken (Li in Ni).<br />
Manche <strong>Metalle</strong> bilden mehrere Oxide wie z.B. Eisen mit Fe 2<br />
O 3<br />
, Fe 3<br />
O 4<br />
und FeO. Die sich<br />
bildende Oxidform hängt stark vom Sauerstoffangebot ab. Jede einzelne Schicht folgt ihrem<br />
eigenen Wachstumsgesetz. Die Schichten sind deutlich voneinander abgegrenzt, wobei die<br />
oberste Schicht die sauerstoffreichste, die unterste die sauerstoffärmste Schicht ist.<br />
Mehrschichtiger Aufbau der Zunderschicht (Eisenoxidschicht) auf Eisen bei Oxidation über<br />
570°C. Von außen nach innen: 60 -> 57 -> 50 at.% Saauerstoffanteil.<br />
Schichteigenschaften<br />
Entscheidend für die Bildung einer Deckschicht ist das Pilling-Bedworth Verhältnis:<br />
Oxidvolumen/Metallvolumen. Ideal ist ein PB-Verhältnis etwas größer 1.<br />
143
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Oxid TiO MgO Al 2 O 3 MgO 2 Ti 2 O 3 ZrO 2 Ti 3 O 5 NiO FeO TiO 2 CoO<br />
PB 0.70 0.81 1.28 1.34 1.50 1.56 1.65 1.65 1.70 1.73 1.86<br />
Oxid Cr 2 O 3 FeCr 2 O 4 Fe 3 O 4 Fe 2 O 3 SiO 2 Ta 2 O 5 Nb 2 O 5 W<br />
PB 2.05 2.10 2.11 2.15 2.15 2.50 2.68 3.40<br />
Schematisches Modell zu verschiedenen Pilling-Bedworth Verhältnissen.<br />
Einfluss der Legierungselemente<br />
Bei Legierungen kommen weitere Effekte hinzu:<br />
− Die Legierungskomponenten weisen unterschiedliche Affinität zu Sauerstoff auf.<br />
− Konzentrationen und Aktivitäten der Elemente weichen voneinander ab.<br />
− Diffusionsgeschwindigkeiten der Elemente sind ungleich.<br />
− In die sich bildende Deckschicht werden in der Regel andere metallische Elemente mit<br />
eingebaut.<br />
Schematische Darstellung zweier vereinfachter Formen der Oxidation einer binären A-B-<br />
Legierung. A ist jeweils das Hauptelement und edler als B. Links: die B bildet eine<br />
geschlossene Oxiddeckschicht mit einer gewissen A-Dotierung. Rechts: Die Konzentration<br />
von B reicht nicht aus um eine geschlossene Deckschicht zu bilden innere Oxidation.<br />
144
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Für Anwendungen bei Temperaturen um 1000°C muss man auf die sehr langsam wachsende<br />
und gut haftende Deckschicht aus Al 2 O 3 übergehen. Wobei in binären Legierungen ein relativ<br />
hoher Al-Gehalt legiert werden muss, z.B. im Ni-Al-System ca. 20 wt.% Aluminium. Bei<br />
geringeren Al-Gehalten bildet eine NiO-Deckschicht und durch die Einwärtsdiffusion des<br />
Sauerstoff eine innere Oxidation des Al zur Folge.<br />
Elemente mit im Vergleich zum Basismetall hoher Bindungsenergie zum Sauerstoff haben<br />
das Bestreben, vom Grundwerkstoff zur Oxidschicht zu wandern und dort durch<br />
Anreicherung stabile und dichte Schichten zu bilden. Beim Stahl ist dies z.B. Cr, Al und Si.<br />
Die Schutzwirkung ergibt sich durch die Bildung vergleichsweise dünner Schichten mit guter<br />
mechanischer Beständigkeit.<br />
Gewichtszunahme bei Nickel und bei einer Nickel-Chrom-Legierung.<br />
Bei hochwarmfesten Nickel-Basis-<strong>Werkstoffe</strong>n wird mit Legierungszugaben von 20-30% Cr<br />
eine um das 10-fache verbesserte Oxidationsbeständigkeit erreicht. Das Schichtwachstum<br />
folgt dem parabolischen Wachstumsgesetz.<br />
In ternären Legierungen kann der Al-Gehalt auf 5-6 wt.% reduziert werden (Ni-Al-Cr). Man<br />
muss dabei das Zwischenstadium betrachten, bis sich ein stationärer Oxidationszustand<br />
gebildet hat. Cr bindet in einem Zwischenstadium den Sauerstoff ab und verhindert damit die<br />
innere Oxidation des Al, die einer Deckschichtbildung entgegen wirken würde. Getter-<br />
Effekt des Cr.<br />
145
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Schematischer Ablauf der anfänglichen Oxidation von Ni-Cr-Al-Legierungen mit ca. 10 wt.%<br />
Cr und 5 wt.% Al.<br />
Oxidationskarte für das Ni-Cr-Al-System. Deckschichtbildung und innere Oxidation ist<br />
angegeben.<br />
146
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Der Einfluss des Chroms beim Stahl ergibt sich aus dem Vergleich der Oxidationsrate von<br />
unlegiertem mit Cr-Stahl verschiedenen Cr-Gehalts:<br />
Einfluss des Chromgehalts auf die Oxidationsbeständigkeit von Stahl bei 1000°C.<br />
Die sich bei chromlegierten Stählen ergebende Schicht besteht überwiegend aus Chromoxid<br />
und einem chromreichen Spinell der Form Fe(Fe 2-x<br />
Cr x<br />
)O 4<br />
, mit 0 ≤ x ≤ 2. Es ergibt sich eine<br />
drastische Verzunderungsrate bis zu einem Plateau (korrosionsbeständiger Stahl). Oberhalb<br />
15% Cr ergibt sich eine weitere Verminderung bis zu den oxidationsbeständigen Stählen mit<br />
25% Cr.<br />
Bei Al und Si zeigen sich ähnliche Effekte, doch ist deren Menge beschränkt, da diese<br />
Legierungsanteile nachteilige Wirkungen auf die mechanischen Werte haben können. Der<br />
Zunderbeständige "Sicromal"-Stahl ergibt sich durch 1% Al, 1% Si, 18% Cr und 0.1% C.<br />
147
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Einfluss von Chrom und Aluminium in Stahl auf die Oxidationsbeständigkeit bei 800°C.<br />
Bei hohen Temperaturen ergibt sich eine hohe Dickenzunahme des Zunders, womit Risse<br />
entstehen und eine schnellere Oxidation eintritt. Es zeigt sich eine schnellere Oxidation als sie<br />
beim parabolischen Verlauf zu erwarten ist.<br />
Einfluss der Temperatur auf die Oxidation eines korrosionsbeständigen Cr-Ni-Stahls. Weitere<br />
Verlangsamung und Beibehalten des parabolischen Wachstumsgesetz durch eine<br />
Alitierschicht (=> Al 2 O 3 an der Oberfläche ist temperaturstabiler als Cr 2 O 3 , siehe Ellingham-<br />
Richardson-Diagramm auf S. 139).<br />
148
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Hochtemperaturlegierungen (T > 500°C)<br />
Verwendung in:<br />
− Energietechnik<br />
− Antriebstechnik<br />
− Chemische Industrie<br />
− Hüttentechnik und Maschinenbau<br />
Nachfolgend ein kurzer Werkstoffüberblick. Die Hochtemperaturlegierungen werden<br />
ausführlich in der Vorlesung "Advanced High Temperature Alloys" im Vertiefungsfach<br />
<strong>Metalle</strong> (auf Englisch) behandelt.<br />
149
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
El. Gittertyp<br />
Ti α hdp<br />
β krz<br />
T Umw.<br />
T m<br />
ρ max. O-<br />
Vor-/Nachteile<br />
[g/cm 3 ] Löslichk.<br />
[°C]<br />
[at.%]<br />
882<br />
1855<br />
4.5<br />
4.5<br />
31.9<br />
8<br />
+ niedrige Dichte<br />
+ Schmelzpunkt hoch<br />
+ häufiges Vorkommen<br />
+ α th. gering (~ 10 -5 K -1 )<br />
− keine Legierung mit ausreichender Festigkeit<br />
> 600°C bekannt<br />
− hohe Sauerstoff- und Stickstoffaufnahme<br />
> 700°C, Versprödung<br />
− lineare Oxidation > 800°C<br />
− geringe Wärmeleitfähigkeit<br />
− Entzündungsgefahr "Titanbrand"<br />
V krz 1910 6.1 17 − katastrophale Oxidation; T m (V 2 O 5 ) = 658°C<br />
Cr krz 1863 7.2 0.0053 − sehr spröde bei RT; nicht konventionell<br />
verarbeitbar<br />
Mo krz 2623 10.2 0.03 + sehr hohe Kriechfestigkeit<br />
+ α th. gering, hohe Wärmeleitfähigkeit, gute<br />
TF-Festigkeit<br />
− sehr spröde bei RT<br />
− katastrophale Oxidation; T m (MoO 5 ) = 795°C<br />
− kein Langzeitschutz verfügbar<br />
W krz 3422 19.3 ≈ 0 + höchster Schmelzpunkt aller Elemente (außer<br />
C)<br />
+ sehr hohe Kriechfestigkeit<br />
+ α th. gering, hohe Wärmeleitfähigkeit, gute<br />
TF-Festigkeit<br />
− sehr spröde bei RT<br />
− katastrophale Oxidation > 1000°C durch hohe<br />
WO 3 -Abdampfrate<br />
− kein Langzeitschutz verfügbar<br />
− sehr hohe Dichte<br />
150
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
El. Gittertyp<br />
Fe α krz<br />
γ kfz<br />
δ krz<br />
Co ε hdp<br />
α kfz<br />
T Umw.<br />
T m<br />
ρ max. O-<br />
Vor-/Nachteile<br />
[g/cm 3 ] Löslichk.<br />
[°C]<br />
[at.%]<br />
912<br />
1395<br />
1538<br />
7.9<br />
7.7<br />
7.4<br />
0.0008<br />
0.0098<br />
0.029<br />
+ guter Korrosionsschutz durch Legieren mit Cr<br />
oder (Cr + Al)<br />
+ γ-Gitter stabilisierbar<br />
+ Verarbeitbarkeit, gut schweißbar<br />
+ niedriger Preis<br />
− nur mäßige Härtung für<br />
Hochtemperaturbereich möglich<br />
422 8.8 ≈ 0 + guter Korrosionsschutz durch Legieren mit Cr<br />
1495 8.7 0.048 oder (Cr + Al)<br />
+ Co-Legierung an Luft Vergießbar und<br />
vergleichsweise gut schweißbar<br />
− nur mäßige Härtung<br />
− Ni-Zugabe erforderlich zur Stabilisierung des<br />
kfz-Gitters, mindert Festigkeit<br />
Ni kfz 1455 8.9 0.05 + breites Spektrum der Legierungsbildung mit<br />
sehr hoher Festigkeitssteigerung<br />
+ guter Korrosionsschutz durch Legieren mit Cr<br />
oder (Cr + Al)<br />
+ Verarbeitbarkeit<br />
− Schmelzpunkt relativ niedrig<br />
− α th. hoch, geringe Wärmeleitfähigkeit<br />
Pt kfz 1772 21.5 ≈ 0 + sehr korrosionsbeständig<br />
+ hoher Schmelzpunkt<br />
− sehr hohe Dichte<br />
− sehr teuer<br />
151
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
10.000 h-Zeitstandfestigkeit für verschiedene Hochtemperaturwerkstoffe in Abhängigkeit von<br />
der Temperatur.<br />
152
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Intermetallische Phasen am Beispiel des Ni-Al-Systems<br />
Phase Gittert T Umw. ρ<br />
Vor-/Nachteile<br />
yp T m<br />
[°C]<br />
[g/cm 3 ]<br />
Ni 3 Al L1 2 1383 7.5 + anomales Temperaturverhalten<br />
+ gleiches Grundgitter wie Nickelmatrix<br />
+ Homogenitätsbereich > 1 wt.% Al<br />
+ duktil als Einkristall<br />
− sehr hohe Dichte<br />
− spröde als Vielkristall (lässt sich durch Bor-<br />
Dotierung verbessern Korngrenzenfestigkeitssteigernd)<br />
− Al-Gehalt der stöchiometrischen Phase reicht nicht<br />
zur Bildung einer stabilen Al 2 O 3 -Deckschichtbildung<br />
--> ungünstige Hochtemperaturkorrosionseigenschaften<br />
NiAl L1 0 1638 5.85 + sehr Oxidationsbeständig wegen ca. 30 wt.% Al<br />
+ hoher Schmelzpunkt<br />
+ geringe Dichte<br />
+ chemisch geordnet bis zum Schmelzpunkt<br />
+ hohe Wärmeleitfähigkeit<br />
+ niedriger therm. Expansionskoeffizient<br />
− extrem spröde bei tiefen Temperaturen, bis ca.<br />
500°C (von Mises Kriterium nicht erfüllt)<br />
− geringe Festigkeit bei hohen Temperaturen<br />
Aufgrund der negativen Eigenschaften von NiAl konnte ein Einsatz, trotz weltweiter<br />
intensiver Forschung an der intermetallischen Phase NiAl, bisher nicht erreicht werden. Die<br />
günstigen Eigenschaften des NiAl werden durch sog. Alitierschichten auf den<br />
Nickelbasissuperlegierungen ausgenutzt.<br />
153
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Hochtemperaturwerkstoffe auf Nickelbasis<br />
Einsatzzwecke: Chemieanlagenbau, Reaktortechnik, Dampferzeugern, Verbrennungskraftmaschinen<br />
insbesondere Gasturbinen. Hier werden <strong>Werkstoffe</strong> benötigt, die auch bei hohen<br />
Temperaturen ausreichende Festigkeit für statische und dynamische Beanspruchungen<br />
besitzen. Gleichzeitig wird ein hoher Oxidationswiderstand gefordert. Der Einsatzbereich der<br />
ferritisch-perlitischen Stähle ist auf 500-550°C beschränkt. Chromstähle sind bis 650°C<br />
einsetzbar. Bis 750°C können austhenitische Stähle denen B, Mo, V und Co zulegiert wurde,<br />
eingesetzt werden.<br />
Bei den hochwarmfesten Legierungen dominieren die Nickelbasissuperlegierungen. Dies ist<br />
ein Mehrstoffsystem auf Ni (selten auch C-Basis) mit relativ hohen Gehalten an Cr, sowie<br />
auch geringen Mengen hochschmelzender <strong>Metalle</strong>, wie z.B. W (T m<br />
= 3410°C), Ta (3000°C),<br />
Mo (3410°C) und in den neuesten Legierungen auch Re (3170°C, Preis: ca. 8 DM/gr). Das<br />
Zustandsdiagramm von Ni-Al ist gegeben:<br />
Binäres Nickel-Aluminium Zustandsdiagramm<br />
In den intermetallischen Verbindungen Al 3 Ni, Al 3 Ni 2 , AlNi, Al 3 Ni 5 und AlNi 3 liegen<br />
geordnete Kristallstrukturen vor.<br />
154
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Aluminiumatome<br />
Nickelatome<br />
NiAl, kubisch raumzentriert,<br />
B2 oder L2 0<br />
geordnet<br />
Ni 3<br />
Al, kubisch<br />
flächenzentriert, L1 2<br />
geordnet<br />
Die geordnete Struktur erfordert größere Verschiebungsvektoren um die Struktur wieder<br />
herzustellen. Im kfz-Gitter ist der kürzeste Verbindungsvektor a/2 . In der L1 2<br />
Struktur<br />
dagegen a oder a . Dies erschwert die Bewegung von Versetzungen (was eine<br />
verringerte Duktilität bei niedrigeren Temperaturen zur Folge hat). Aber sie verursacht eine<br />
höhere Aktivierungsenergie für Diffusionsvorgänge, da bestimmte Platzwechselreaktionen<br />
nicht mehr erlaubt sind. Dies ergibt verbesserte Kriecheigenschaften bei hohen Temperaturen.<br />
Die intermetallische Verbindung Ni 3 Al, die so genannte γ' Phase, zeigt ein anomales<br />
Temperaturverhalten, d.h. die Festigkeit nimmt mit steigender Temperatur zu:<br />
Schubspannung [MPa]<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
Superlegierung wärmebehandelt<br />
Superlegierung Gusszustand<br />
Ni 3<br />
Al<br />
Nickelmischkristall<br />
0 200 400 600 800 1000<br />
Temperatur [°C]<br />
Nickelbasislegierungen mit 0% (Nickelmischkristall), 100% (Ni 3 Al) und 70 Vol.%<br />
(Superlegierung) γ' Anteil.<br />
155
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Turbinenschaufel, ausgelegt für aktive<br />
Luftkühlung<br />
Entwicklung der Hochtemperatureignung von<br />
Superlegierungen durch Verbesserung der<br />
Herstellungsverfahren<br />
Bei geringen Aluminiumgehalten (zwischen 4 und 13 wt.%, entspricht 8 und 26 at.%) ergibt<br />
sich ein zweiphasiges Gebiet. In der sog. γ-Matrix (fcc) scheidet sich die γ'-Phase (Ni 3 Al,<br />
ebenfalls fcc Grundgitter, jedoch L1 2 geordnet) aus, siehe Skript <strong>Metalle</strong> <strong>II</strong> Seite 41. Die<br />
γ' Phase des Ni 3<br />
Al zeigt ein anomales Fließverhalten, d.h. die Fließspannung nimmt mit<br />
zunehmender Temperatur zu, bis zu einem Maximum bei ca. 780°C. Die Festigkeit des<br />
Materials wird durch die kohärente und feinverteilte Ausscheidung der γ' Phase und die<br />
Mischkristallverfestigung bewirkt. Maßgebend für den Volumenanteil der γ' Phase ist die<br />
Zusammensetzung der Legierung, für deren Morphologie und Verteilung, die<br />
Wärmebehandlung.<br />
156
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
γ' Phase kohärent eingebettet in eine Mischkristallmatrix. Superlegierung der sogenannten<br />
dritten Generation mit 3 gew.% Rhenium (Titelseite Habilschrift Uwe Glatzel).<br />
Die Zulegierung eines dritten Elements ändert den (γ + γ')-Raum und wirkt sich entsprechend<br />
auf Ausscheidungsneigung und Ausscheidungskinetik aus.<br />
157
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Isothermer Schnitt bei 750°C für das System Ni-Cr-Al, Ni-Al-Ti und Ni-Al-Nb. Die Elemente<br />
Ti und Nb können das Al in der γ' Phase ersetzen (γ' Bildner). Man beachte die<br />
unterschiedlichen Skalierungen.<br />
Beschichtungen zum Schutz vor Hochtemperaturkorrosion und Wärmedämmung erweitern<br />
das Einsatzgebiet.<br />
158
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Umwandlungshärtung von Stahl - Martensitbildung<br />
Durchgeführt wird eine Wärmebehandlung im Ungleichgewichtszustand, mit dem Ziel der<br />
Steigerung der Festigkeitskennwerte. Die Fehlstellenstruktur wird beeinflusst und dadurch die<br />
Versetzungsbeweglichkeit herabgesetzt. Damit ist auch eine Verminderung der plastischen<br />
Formänderungsfähigkeit (Zähigkeit und Duktilität) verbunden.<br />
Die Erzeugung solcher Zustände ohne Veränderung der Werkstoffzusammensetzung bedeutet<br />
notwendigerweise, dass der Werkstoff vom Gleichgewicht in einen mehr oder weniger<br />
ausgeprägten Ungleichgewichtszustand gebracht wird. Somit wird Energie in dem System<br />
gespeichert, welche eine nachfolgende plastische Verformung erschwert.<br />
Dieser Ungleichgewichtszustand lässt sich durch nachfolgende Wärmebehandlungen wieder<br />
beseitigen.<br />
Grundsätzlich werden diese Ungleichgewichtszustände durch schnelle Abkühlung erreicht.<br />
Dadurch entstehen Phasenverteilungen und Konzentrationsverteilungen, die nicht dem<br />
Gleichgewichtszustand entsprechen. Wie bei der Kaltverformung ergibt sich eine<br />
Festigkeitssteigerung durch die Erhöhung des inneren Spannungszustandes.<br />
Die Umwandlungshärtung wird bevorzugt bei der Stahlhärtung in Anwendung gebracht.<br />
Die Aushärtung oder Ausscheidungshärtung ermöglicht umwandlungsfreie Legierungen<br />
wie Al, Cu, Ni und andere durch thermische Behandlung zu verfestigen. Die Aushärtung kann<br />
auch zusätzlich zur Umwandlungshärtung angewandt werden (Martensitaushärtung).<br />
Voraussetzung für eine Verfestigung des Werkstoffs durch eine Umwandlungshärtung ist eine<br />
Phasenänderung im festen Zustand, wie dies bei Stählen in Form der γ - α Umwandlung<br />
(Austenit - Ferrit) gegeben ist. Diese γ - α Umwandlung ist zwar notwendig aber nicht<br />
hinreichend.<br />
Es ist zusätzlich erforderlich, dass die Löslichkeit eines Elements (hier der Kohlenstoff) in der<br />
Ausgangsphase wesentlich größer ist als in der nach dem Abschrecken erreichten Endphase.<br />
Zudem ist es notwendig, dass die Phasenumwandlung mit einer wesentlich höheren<br />
Geschwindigkeit als der Diffusionsgeschwindigkeit erfolgt. Die Phasenumwandlung darf also<br />
nicht diffusionsgesteuert sein.<br />
Beim Stahl (der alle diese Bedingungen erfüllt) ergibt sich somit, dass der Kohlenstoff das<br />
Gitter der Endphase nicht verlassen kann und somit eine Verfestigung bewirkt.<br />
159
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Mechanismus der Härtebildung (Martensitische Umwandlung)<br />
Im α-Eisen (Ferrit) beträgt die Kohlenstofflöslichkeit bei Raumtemperatur nur noch 10 -3 %!<br />
Um aber das kfz Gitter des Austenits (γ-Eisen) in das krz Gitter des α-Eisens überführen zu<br />
können, müssen sich die nicht mehr löslichen Kohlenstoffatome in Form von Zementit (Fe 3<br />
C)<br />
neben dem Ferrit im Gefüge anordnen. Bei hohen Abkühlgeschwindigkeiten kann dieser<br />
Diffusionsvorgang nicht mehr vollständig ablaufen.<br />
Kristall<br />
struktur<br />
γ-Fe Austenit kfz<br />
α-Fe Ferrit krz<br />
Anzahl Art der Lücke Größe der Lücke<br />
[10 -12 m = pm]<br />
4 Oktaeder 53<br />
8 Tetraeder 28<br />
6 Oktaeder 19<br />
12 Tetraeder 36<br />
Das kfz-Gitter hat weniger Lücken als das krz-Gitter aber diese sind größer.<br />
Man erkennt aus obiger Tabelle warum die Kohlenstofflöslichkeit im Ferrit so gering ist.<br />
Obwohl die krz Struktur die weniger dicht gepackte Struktur ist (man sollte also annehmen es<br />
ist mehr Platz um Zwischengitteratome einzubauen), ist der vorhandene Platz für zusätzliche<br />
Atome geringer (dafür mehr Plätze zur Verfügung). Im Vergleich hierzu die Größe der Atome<br />
Wasserstoff, Stickstoff, Kohlenstoff und Sauerstoff: r H = 32 pm, r N = 75 pm, r C = 77 pm,<br />
r O = 72 pm. Kohlenstoff löst sich mit bis zu 2wt.% im kfz-γ-Eisen, ist aber praktisch unlöslich<br />
im krz-α-Eisen<br />
Bei zunehmender Unterkühlung ergibt sich eine treibende Kraft zur Auslösung eines<br />
diffusionslosen "Umklappvorgangs" vom austenitischen kfz-γ-Gitter zum ferritischen<br />
krz-α-Gitter. Die nächsten Nachbarn bleiben bei diesem Umklappvorgang erhalten. Es ändert<br />
sich aber ihre Position und ihr Abstand zueinander. Der Umklappvorgang kann als Scherung<br />
entlang Habitusebenen verstanden werden. Zwangsläufig muß das Volumen zunehmen, da die<br />
dichteste Packung (kfz) aufgehoben wird.<br />
Die martensitische Reaktion (z.B. auch zu beobachten bei Kobalt von kfz in hdp) ist eine<br />
athermische Reaktion.Sie hängt zwar von der Temperatur aber nicht von der Zeit ab.<br />
Martensitische Reaktionen verlaufen oft mit Schallgeschwindigkeiten des betreffenden<br />
Materials.<br />
160
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Unstetige Zunahme der Martensitmenge beim Abkühlen unter die M s<br />
-Temperatur (stark<br />
überhöhte Stufenhöhe).<br />
Zweidimensionales Modell zur<br />
Veranschaulichung der<br />
Martensitumwandlung. Abgescherter Bereich<br />
und Ausgangsgitter grenzen an der<br />
Habitusebene H aneinander.<br />
Die Elementarzelle von raumzentriertem<br />
tetragonalen Martensit, hervorgegangen aus<br />
der kfz-Struktur des Austenits<br />
Die Gitterdeformation im tetragonalen Martensit hat einen hohen Spannungszustand. Dadurch<br />
sind Versetzungsbewegungen stark vermindert oder nahezu vollständig blockiert. Dadurch<br />
161
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
entsteht eine große Härtezunahme, Festigkeitskennwerte steigen an, Zähigkeit und Duktilität<br />
werden entsprechend vermindert. Die nachfolgende Tabelle gilt für starre Kugeln.<br />
System<br />
Fe Ni 30<br />
Fe C 1,35<br />
Fe Ni C 22 0,8<br />
reines Ti<br />
Phasenumwandl.<br />
fcc zu<br />
bcc<br />
fcc zu<br />
bct<br />
fcc zu<br />
bct<br />
bcc zu<br />
hcp<br />
Habitusebene Scherrichtung<br />
Scherdehnung<br />
Normalkomp.<br />
der Dehnung<br />
(9 23 33) ~ 20% 5%<br />
(225) 19% 9%<br />
(3 10 15) ~ 19% -<br />
(8 9 12) ~ 22% -<br />
Habitusebenen, makroskopische Verzerrungen von Martensitischen Transformationen<br />
Mit zunehmendem Kohlenstoffgehalt werden mehr Zwischengitterplätze durch C-Atome<br />
aufgefüllt. Dabei weitet sich die tetragonale Zelle zunehmend auf. Bei einem<br />
Kohlenstoffgehalt von 1.6 % ist das Verhältnis c/a = 1.078.<br />
Im ebenen Schliff zeigt sich ein nadelförmiges homogenes, plattenförmig aufgebautes<br />
Gefüge.<br />
162
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
20 μm<br />
Gefüge eines martensitischen Stahls.<br />
Schematischer Ablauf der Martensitbildung (Die Wiederherstellung des ursprünglichen Volumenelementes<br />
ist nötig, da der Martensit von allen Seiten von fester Materie umgeben ist,<br />
Normalkomponenten der Dehnung hier vernachlässigt):<br />
Volumenelement im<br />
Ausgangsgitter<br />
Veränderung des<br />
Volumenelements<br />
durch Abscherung<br />
Wiederherstellung<br />
durch<br />
Zwillingsbildung<br />
Wiederherstellung<br />
durch Abgleiten<br />
Durch die zunehmende Tetragonalität mit zunehmendem Kohlenstoffgehalt nimmt die<br />
Tendenz zur Martensitumwandlung ab. Somit nimmt mit zunehmendem Kohlenstoffgehalt<br />
sowohl die Start- (M s<br />
) als auch die Endtemperatur M f<br />
der Martensitbildung ab.<br />
163
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Abhängigkeit der M s<br />
und der M f<br />
-Temperatur vom Kohlenstoffgehalt bei unlegiertem Stahl.<br />
Für Kohlenstoffgehalte > 0.7 % liegt die M f<br />
-Temperatur unterhalb der Raumtemperatur, d.h.<br />
der Austenit wandelt nicht vollständig in den Martensit um.<br />
Härte von Martensit und Austenit in Abhängigkeit vom Kohlenstoffgehalt.<br />
Bei Kohlenstoffgehalten oberhalb 0.7 % werden die Stähle auf Temperaturen oberhalb der<br />
A 1<br />
-Temperatur gebracht so, dass sich γ und Fe 3<br />
C (Austenit und Sekundärzementit) bildet.<br />
Dabei ergibt sich ein Kohlenstoffgehalt von 0.9 % im Austenit. Wird dieser Zustand<br />
abgeschreckt wandelt sich der Austenit fast vollständig in Martensit um und es ergibt sich<br />
praktisch kein Härteabfall, da der Zementit die gleiche Härte hat wie der Martensit (Kurve 2<br />
164
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
im unteren Bild). Wird jedoch über den gesamte Temperaturbereich abgeschreckt ergibt sich<br />
auf Grund der niedrigen M f<br />
Temperatur bei hohen Kohlenstoffgehalt ein hoher Austenitgehalt<br />
und einen Abfall im Härteverlauf (Kurve 1 im unteren Bild).<br />
Härte nach Abschrecken aus dem γ-Gebiet (Kurve 1) und nach dem Abschrecken aus dem<br />
Zweiphasengebiet γ + Fe 3 C (Kurve 2). Am Ende der Kurve 1 ist noch Restaustenit vorhanden.<br />
Ablauf der Umwandlungshärtung - Einfluss der Abkühlgeschwindigkeit<br />
Zunächst muss der Stahl im austenitischen Zustand vorliegen. D.h. untereutektoide Stähle<br />
werden auf 30 bis 50°C über A 3<br />
(γ -α Umwandlung, im reinem Eisen bei 911°C) erwärmt Bei<br />
übereutektoide Stähle liegt die Temperatur um den gleichen Betrag über A 1<br />
(eutektoide<br />
Umwandlung bei 723°C).<br />
Wird der austenitisierte Werkstoff nun mit zunehmender Geschwindigkeit abgekühlt, so<br />
erfolgen die Umwandlungsvorgänge nicht mehr nach dem Gleichgewichtsdiagramm, sondern<br />
die Phasengrenzlinien erfahren eine Verschiebung zu niedrigeren Temperaturen. Der<br />
A 3<br />
-Punkt (Beginn der γ - α Umwandlung) fällt mit zunehmender Abkühlgeschwindigkeit<br />
stärker ab als der A 1<br />
Punkt. Bis sie in einem Punkt A' zusammenfallen. Dieser ist dadurch<br />
gekennzeichnet, dass gleichzeitig Austenit zerfällt und Perlit bildet. Für die Bildung des bei<br />
langsameren Abkühlgeschwindigkeiten entstehenden lamellaren Perlits steht für die<br />
Kohlenstoffdiffusion nicht mehr genügend Zeit zur Verfügung. Dann entsteht durch eine<br />
diffusionslose Umwandlung (Umklappen des Kristallgitters) ein martensitisches Gefüge<br />
(genauere Beschreibung der martensitischen Umwandlung erfolgt im übernächsten<br />
Unterkapitel).<br />
165
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Verschiebung der A 1<br />
und A 3<br />
Umwandlungstemperatur bei einem untereutektoiden<br />
Stahl. Beginn der Zwischenstufe A z<br />
und der Martensitbildung M s<br />
sind eingezeichnet.<br />
UK ... untere kritische Abkühlgeschwindigkeit,<br />
OK ... obere kritische Abkühlgeschwindigkeit.<br />
Das erste Auftreten des Martensits findet bei der unteren kritischen Abkühlgeschwindigkeit<br />
(UK) statt. Bei Überschreiten der oberen kritischen Abkühlgeschwindigkeit (OK) wird<br />
reiner Martensit gebildet. Die Martensitbildung ist dann geschwindigkeitsunabhängig und die<br />
Martensitmenge nur noch temperaturabhängig. Somit lassen sich Linien für den Beginn M s<br />
(s für start) und Ende M f<br />
(f für finish) der Martensitbildung eintragen.<br />
Schon vor Einsetzen der Martensitbildung entstehen durch unterdrückte Diffusionsvorgänge<br />
Gefügeausbildungen, die signifikant vom Gleichgewichtszustand abweichen. Mit<br />
zunehmender Abkühlgeschwindigkeit lassen sich unterscheiden:<br />
• Umwandlung in die Perlitstufe:<br />
Durch die erschwerte Diffusion werden die Diffusionswege kürzer, so dass der Perlit<br />
geschwindigkeitsabhängig zunehmend feinlamellare Form annimmt (siehe Abbildung<br />
Seite 34).<br />
166
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
• Umwandlung in die Zwischenstufe:<br />
Die platten- bzw. lamellenförmige Anordnung der Ferrit und Zementitteilchen des<br />
Perlitgefüges geht verloren, da die Grenzflächenenergien zu groß werden. Der Zementit<br />
liegt dann in feinstverteilter Form innerhalb der Ferritmatrix vor. Die Größe der<br />
Zementitteilchen liegt zum <strong>Teil</strong> unterhalb des Auflösungsvermögens des Lichtmikroskops.<br />
Dann erfolgt die Umwandlung in der Martensitstufe:<br />
Die Diffusion ist vollständig unterdrückt. Nach dem diffusionslosen Umklappen des<br />
kfz-Gitters liegt der Kohlenstoff zwangsgelöst im krz-Gitter vor.<br />
Zweckmäßigerweise werden Zeit-Temperatur-Umwandlungsschaubilder (ZTU-Diagramme)<br />
verwendet. Sie lassen sich durch die konkurrierenden Effekte der Keimbildungsgeschwindigkeit<br />
und der Wachstumsgeschwindigkeit der Keime erklären (siehe Seite 72).<br />
Das Gefüge wird in Abhängigkeit von der Abkühlzeit (logarithmisch!) angegeben.<br />
Veränderung der Gefügeumwandlung und der Gefügezustände in Abhängigkeit vom Zeit-<br />
Temperaturverlauf bei der Abkühlung in Bezug zum Gleichgewichtsschaubild.<br />
Eingezeichnet sind die untere (UK) und obere (OK) Abkühlgeschwindigkeit.<br />
Einflüsse auf die Zeitabhängigkeit bei der Umwandlungshärtung<br />
Das obige ZTU-Diagramm ist für bestimmte Abkühlverläufe gültig und wird deshalb als<br />
kontinuierliches ZTU-Schaubild bezeichnet.<br />
167
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Es werden jedoch auch sog. isotherme ZTU-Schaubilder verwendet, da diese experimentell<br />
einfacher zu ermittelnd sind. Die isothermen Schaubilder werden auf den Linien gleicher<br />
Temperatur abgelesen.<br />
Temperaturführung zur Bestimmung eines kontinuierlichen und eines isothermen<br />
ZTU-Diagramms (durchgezogene Linie => kontinuierlich, gestrichelt => isotherm).<br />
Isothermes Zustandsschaubild eines untereutektoiden Stahls mit 0.45 % C, vergleiche mit<br />
der folgenden Abbildung des kontinuierlichen Zusatndsschaubildes.<br />
168
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Kontinuierliches ZTU-Schaubild eines untereutektoiden Stahls mit 0.45 % C.<br />
Bei der im kontinuierlichen ZTU-Schaubild mit 1 bezeichneten Kurve ergibt sich ein Gefüge<br />
aus 10 % Ferrit, 80 % Perlit, 5 % Zwischenstufe und 5 % Martensit (je nach Temperatur mit<br />
Restaustenit). Die Härte beträgt 274 HV. Bei langsamerer Abkühlung (Kurve 2) ergibt sich<br />
ein Gefüge aus 30 % Ferrit, und 70 % Perlit, mit einer Vickers Härte von 224 HV. Bei<br />
übereutektoiden Stählen fehlt die A c3<br />
und A c1<br />
Linie und das Ferritgebiet wird durch ein<br />
Zementitgebiet (Fe 3<br />
C) ersetzt.<br />
Durch Zugabe von Legierungselementen kann der Diffusionskoeffizient des Kohlenstoffs<br />
herabgesetzt werden. Dadurch wird der Stahl umwandlungsträger. Die "Nasen" verschieben<br />
sich nach rechts.<br />
169
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
keine<br />
Karbidbildungsneigung<br />
Karbidbildner<br />
Isothermes ZTU-Diagramm zur Darstellung der Beeinflussung des Umwandlungsverhaltens<br />
durch das Zulegieren der Elemente Ni, Mn, W und Mo.<br />
Elemente wie Nickel und Mangan, die keine ausgeprägte Karbidbildungsneigung haben,<br />
verschieben das Umwandlungsgeschehen insgesamt zu längeren Zeiten. Molybdän und<br />
Wolfram als starke Karbidbildner verzögern die Umwandlung in der Perlitstufe stärker als in<br />
der Zwischenstufe.<br />
Die Verschiebung nach rechts bedeutet, dass bei Zugabe entsprechender Legierungselemente<br />
die kritische Abkühlgeschwindigkeit zur Bildung von Martensit herabgesetzt wird. Nur wenn<br />
der Austenit durch hohe Abkühlgeschwindigkeiten in einen stark unterkühlten Zustand<br />
gebracht wird, kann dieser vollständig in Martensit umgewandelt werden. Falls bei nicht<br />
genügend hoher Abkühlgeschwindigkeit bereits <strong>Teil</strong>e des Austenits in die Perlitstufe<br />
umwandeln ist das vollmartensitische Gefüge nicht mehr zu erzielen.<br />
170
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Isothermes ZTU-Schaubild eines untereutektoiden Stahls mit 0.45 % C und der Zugabe von<br />
3.5 % Cr. Verschiebung um ca. zwei Größenordnungen im Vergleich zur Abbildung auf<br />
Seite 168.<br />
Abkühlgeschwindigkeit im Zentrum eines 25 mm<br />
Medium<br />
dicken Barrens [K/s]<br />
Luft<br />
ohne Bewegung < 1<br />
mit Bewegung 5 - 9<br />
Öl<br />
ohne Bewegung 18<br />
mit Bewegung 45<br />
Metallbad Pb oder Sn 50<br />
H 2 O<br />
ohne Bewegung 45<br />
mit Bewegung 190<br />
Kühlsohle ohne Bewegung 90<br />
(Salzlösung) mit Bewegung 230<br />
171
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Härtbare Querschnittsbereiche bei (v AB<br />
... Abkühlgeschwindigkei, v OK<br />
... obere kritische<br />
unlegiertem Stahl<br />
(Wasser- oder Schalenhärter)<br />
Abkühlgeschwindigkeit):<br />
niedriglegiertem Stahl<br />
(Ölhärter)<br />
legiertem Stahl<br />
(Lufthärter)<br />
172
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Verfahren zur Umwandlungshärtung<br />
Durch unterschiedliche Temperaturführungen bei der Abkühlung von der Austenittemperatur<br />
ist es möglich, unterschiedliche Gefüge einzustellen und damit dem Stahl differenziert<br />
unterschiedliche mechanische Eigenschaften zu verleihen => mehrstufige<br />
Wärmebehandlungen, Anlassen nach dem Härten (Vergüten).<br />
Direkthärtung<br />
Hier erfolgt eine schroffe Abkühlung des Werkstücks von der Austenitiersungs- auf die<br />
Raumtemperatur. Es ergeben sich Abkühlkurven in den kontinuierlich eingetragenen ZTU-<br />
Schaubildern.<br />
Temperaturführung im schematischen ZTU-Schaubild zur Durchführung von Direkthärtung,<br />
Warmbadhärtung und Zwischenstufenvergütung.<br />
Bei größeren Querschnitten und/oder bei Absätzen und Querschnittsübergängen kann die<br />
notwendige Temperaturführung beim Direkthärten, insbesondere bei unlegierten und<br />
niedriglegierten Stählen, zu erheblichen Wärme- und Umwandlungsspannungen führen. Dies<br />
birgt die Gefahr des Bauteilverzugs und der Rißbildung. Dadurch sind diesem Verfahren<br />
durch Bauteilgeometrie und Werkstoff Grenzen vorgegeben.<br />
173
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Warmbadhärtung<br />
Hierbei können die Wärme- und Umwandlungsspannungen wirksam herabgesetzt werden.<br />
Um ein vollmartensitisches Gefüge zu erhalten muß auch hier an der Perlitnase vorbei<br />
abgekühlt werden, d.h. der unterkühlte Austenit bleibt bis zum Erreichen der M s<br />
-Temperatur<br />
erhalten.<br />
Bei Temperaturen unterhalb der Perlitnase verlängern sich die Zeiten bis zum Erreichen der<br />
Umwandlungslinie erheblich. D.h. die schroffe Abkühlung kann nun unterbrochen werden. Es<br />
wird also nicht bis auf RT abgeschreckt sonder auf Temperaturen oberhalb der<br />
M s<br />
-Temperatur. Auf dieser Temperatur wird der Werkstoff gehalten. Dadurch ist die<br />
Möglichkeit gegeben Temperaturunterschiede auszugleichen (Wärmespannungen werden<br />
abgebaut).<br />
Um diesen Abkühlverlauf zu erreichen wird das Werkstück in einer Salzschmelze (manchmal<br />
auch einer Metallschmelze) auf geeigneter Temperatur abgeschreckt. Danach wird dann an<br />
Luft weiter bis zur Martensitbildung abgekühlt.<br />
Zwischenstufenvergütung<br />
Ähnlich der Warmbadhärtung. Allerdings wird hier die Temperatur im Warmbad so lange<br />
gehalten, bis sich der unterkühlte Austenit isotherm vollständig in Zwischenstufengefüge<br />
(feinstverteiltes Zementit in Ferritmatrix) umwandelt. Auch hier werden die<br />
Wärmespannungen während des Haltens und des Umwandlungsvorgangs abgebaut.<br />
Durch das Zwischenstufenvergüten erübrigt sich eine nachfolgende Anlaßbehandlung.<br />
Allerdings ist durch die langen Haltezeiten das Zwischenstufenvergüten auf Werkstücke mit<br />
kleinen Querschnitte und auf umwandlungsrasche Stähle beschränkt.<br />
Thermomechanische Behandlung<br />
Verformung des Austenits vor oder während der Umwandlung, d.h. im stabilen oder<br />
metastabilen (unterkühlten) Austenitgebiets.<br />
Durch Verformung im stabilen Austenitgebiets läßt bei geeigneten Umformgraden über<br />
Rekristallisation ein sehr feinkörniges und gleichmäßiges Austenitkorn einstellen. Dies führt<br />
zu gleichmäßigen und günstigen Festigkeitseigenschaften (siehe <strong>Metalle</strong> I).<br />
174
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Bei einer Verformung des unterkühlten Austenits findet keine oder nur teilweise<br />
Rekristallisation statt. Der nachfolgende Umwandlungsvorgang wird beeinflusst, so dass<br />
durch mit der überlagerten Kaltverfestigung die Einstellung der gewünschten Eigenschaften<br />
ermöglicht wird. Erfolgt unmittelbar nach der Verformung die martensitische Umwandlung,<br />
so ergibt sich die sog. Austenitformhärtung mit außerordentlich hohen Festigkeitskennwerten.<br />
Nur anwendbar für Stähle mit hoher Umwandlungsträgheit.<br />
Tieftemperaturbehandlung<br />
Durch Bildung und Ausbreitung der Martensitplatten nach Unterschreitung der<br />
M s<br />
-Temperatur erfährt die umgebende Austenitmatrix infolge der Volumenänderung<br />
zunehmend Kaltverformung und damit Verfestigung. Dadurch wird eine weitere Ausbreitung<br />
in das Austenitgebiet erschwert. Es kann somit eine geringe Menge Restaustenit erhalten<br />
bleiben.<br />
Auch geringe Mengen Restaustenit können bei langzeitigen, tiefen Bauteiltemperaturen zum<br />
Verzug und damit zu Veränderungen der Bauteileigenschaften führen (Versprödung). Um den<br />
Restaustenit abzubauen wird bei sehr hohen Anforderungen (Präzisionswälzlager, Lehren)<br />
eine Tieftemperaturbehandlung vorgenommen, flüssigem CO 2<br />
(-79°C) oder N 2<br />
(-196°C),<br />
über mehrere Stunden.<br />
Vergüten<br />
(Kann unter anderem auch zum Abbau des Restaustenits führen) Vergüten besteht aus einer<br />
Temperaturfolge, bei der im Anschluß an das Härten eine Wiedererwärmung mit langsamer<br />
Abkühlung erfolgt. es kann aus mehreren Temperaturzyklen bestehen. Mit der Vergütung<br />
(Härten und nachfolgend Anlassen) können sehr gezielt verschiedene Gefügezustände auch<br />
bei Bauteilen mit großen Querschnitten eingestellt werden. Somit ist die Anpassung des<br />
Werkstoffs an definierte Anforderungen möglich.<br />
175
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Temperatur-Zeitfolge bei einer Vergütungsbehandlung<br />
(Härten und anschließendem Anlassen):<br />
Gefügebeeinflussung<br />
Das Volumen des Martensits ist größer als das des Perlits (α-Eisen und Fe 3<br />
C). Wird der<br />
Martensit angelassen (schon 100°C genügen), so zerfällt dieser über verschiedenen<br />
Zwischenstufen (Anlaßstufen) zu α-Eisen und Eisenkarbid in kugeliger Anordnung. Dies läßt<br />
sich an den Längenänderungsmessungen mittels eines Dilatometers verfolgen. es ergeben sich<br />
zusätzlich zur linearen Wärmeausdehnung Ausdehnungen und Kontraktionen.<br />
Längenänderungen eines von 1150°C abgeschreckten Stahls mit 1.3 % C in Abhängigkeit von<br />
der Anlaßtemperatur.<br />
1. Tetragonaler → kubischer Martensit (Anlaßstufe 100 bis 200°C):<br />
Der unter hohen Gitterspannungen stehende tetragonale Martensit gibt seinen Kohlenstoff<br />
an sog. ε-Karbide (Fe 2.4<br />
C) ab. Dies führt zu dem Abbau der tetragonalen Verzerrungen. es<br />
176
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
entsteht ein kubischer Martensit, der sich leicht anätzen läßt und damit im Lichtmikroskop<br />
dunkel erscheint (=> schwarzer Martensit). Die Probe erfährt eine Verkürzung.<br />
2. Restaustenit → kubischer Martensit (200 bis 325°C):<br />
Der Restaustenit zerfällt in kubischen Martensit und in ε-Karbide. Gleichzeitig beginnt die<br />
Bildung des stabilen Eisenkarbides Fe 3<br />
C. Durch den Austenitzerfall ergibt sich eine<br />
Volumenvergrößerung.<br />
3. Fe 2.4<br />
C → Fe 3<br />
C (325 bis 400°C):<br />
Der kubische Martensit (a = 0.291 nm) verarmt an Kohlenstoff und erreicht die<br />
Zusammensetzung des Ferrits (a = 0.286 nm). Dadurch und durch die Umwandlung des<br />
verbliebenen ε-Karbids bildet sich Zementit,. es bilden sich Kugeln im Gefüge, erkennbar<br />
im Lichtmikroskop => Volumenkontraktion.<br />
4. Koagulation von Zementit (Fe 3<br />
C) bei Temperaturen > 400°C:<br />
Keine definierten Gefügeänderungen. Die Karbidteilchen koagulieren.<br />
Beeinflussung der mechanischen Kennwerte<br />
Durch Härten und Anlassen werden Gefügezustände eingestellt, die zu einem Abbau der<br />
hohen Sprödigkeit führen. damit läßt sich, je nach Bedarf, günstiger Kompromiß aus hoher<br />
Festigkeit bei ausreichender Zähigkeit einstellen.<br />
Bereich der durch die Vergütungsbehandlung<br />
einstellbaren Zugfestigkeit unlegierter Stähle.<br />
Wirkung des Anlassens auf den Arbeitsverbrauch<br />
eines Stahls mit 0.35 % C (Ck35)<br />
177
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Einfluss des Kohlenstoffgehalts und der Wärmebehandlung auf die Eigenschaften von<br />
unlegiertem Stahl. Normalglühen: Austenitisieren oberhalb A 3 , bzw. A zm (im Austenitgebiet)<br />
dann abschrecken an Luft → feiner Perlit. Grobkornglühen (oberhalb A 3 untereutektoid, bzw.<br />
760°C übereutektoid) dann langsames abkühlen im Ofen → grober Perlit. Normalgeglüht:<br />
hohe Festigkeit, geringe Duktilität, Grobkorngeglüht umgekehrt.<br />
Allerdings kann Anlassen (bei ca. 480°C) in Chrom-reichen Stählen (> 25 %) durch die<br />
Bildung einer nadelförmigen σ-Phase eine Versprödung möglich. Diese wird durch<br />
Erwärmen über 600°C wieder abgebaut.<br />
Härtbarkeitsprüfung (Jominy-Test)<br />
Eine zylindrische Stahlprobe wird an ihrer Stirnseite mit Wasser abgeschreckt. Probenabmessungen<br />
und Abschreckbedingungen sind normiert. Mit zunehmendem Abstand von der<br />
Stirnfläche nimmt die Abkühlgeschwindigkeit ab. Härtemessungen in Längsrichtung der<br />
Probe spiegeln dies wieder. Ein langsamer Abfall der härte auch in größeren Abständen von<br />
der Stirnfläche kennzeichnen eine gute Einhärtbarkeit. Ein schneller Abfall eine schlechte<br />
Einhärtbarkeit. Die Härte der Stirnfläche entspricht der Aufhärtbarkeit.<br />
178
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Versuchsanordnung des Stirnabschreckversuchs<br />
nach Jominy.<br />
Beziehung zwischen Härteverlauf und Abkühlverläufen im<br />
kontinuierlichen ZTU-Schaubild einer Jominy-Probe.<br />
179
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Verfahren zur Randschichthärtung<br />
Die Anforderungen an den Werkstoffquerschnitt sind hauptsächlich Festigkeit und<br />
Bruchsicherheit. Die Oberfläche muß gute Eigenschaften in Bezug auf Verschleiß- und<br />
Errosions- und Korrosionsbeständigkeit besitzen. Diese Anforderungen sind bei metallischen<br />
<strong>Werkstoffe</strong>n oft ohne Verwendung von Beschichtungen möglich. Gezielte<br />
Behandlungsverfahren ermöglichen eine effektive Randschichthärtung.<br />
Martensitbildung und Eindiffundieren eines Elements (z.B. Stickstoff) führen im Randbereich<br />
zu einer Volumenzunahme. Dies führt zu Druckspannungen, was eine Erhöhung der<br />
Wechselfestigkeit zur Folge hat (siehe <strong>Metalle</strong> I).<br />
Thermische Verfahren<br />
Diese beruhen auf den unterschiedlichen Temperatur-Zeitverläufen des Randes im Vergleich<br />
zum Kern. Die Martensitbildung ist dann nur im Rand gegeben.<br />
Andererseits kann durch eine Flamm-, Induktions- oder Tauchhärtung erzielt werden, dass<br />
nur der Randbereich in das Austenitgebiet erwärmt wird. Die Einstellung der Härtetiefe<br />
erfolgt bei der Flammhärtung über Vorschub und Brennereinstellung (max. 1 kW/cm 2 ), bei<br />
der Induktionshärtung über die Frequenz und die Generatorleistung (max. 10 kW/cm 2 ). Bei<br />
der Tauchhärtung wird das Bauteil in eine Salz- oder Metallschmelze über einen gewissen<br />
zeitraum eingetaucht. Alle drei Verfahren benötigen eines rasches Abschrecken der<br />
Oberfläche.<br />
Weitere Verfahren durch Kurzzeiterwärmung mittels:<br />
• Elektronenstrahlen<br />
• Laserstrahlen<br />
• Hochfrequenzimpulse mit Frequenzen um 27 MHz<br />
hier erfolgt das abschrecken durch den Kern des Bauteils. Es lassen sich extrem feinkörnige,<br />
bis zu glasartigen Randzonen erzeugen.<br />
Thermisch-chemische Verfahren, Einsatzhärtung<br />
Der Kohlenstoffgehalt wird in der Randschicht erhöht, so dass diese martensithärtbar wird.<br />
Der Werkstoff muß im austenitischen Zustand (γ-Gebiet) vorliegen um Kohlenstoff<br />
aufnehmen zu können. Die kohlungsmedien können Pulver, Bäder (Zyanbäder) oder<br />
gasförmige Kohlenstoffverbindungen sein.<br />
180
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Gleichgewichtsdiagramm für die Reaktion<br />
2 CO ↔ CO 2<br />
+ C bei einem Druck von 1 bar.<br />
Gleichgewichtsdiagramm Fe - O - C bei 1 bar.<br />
Rechts der Gleichgewichtslinien sind<br />
Entkohlungs-, links<br />
Aufkohlungsbedingungen.<br />
Der Randkohlenstoffgehalt kann im unlegierten Stahl bis maximal 0.7 % erhöht werden.<br />
181
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Härteverlauf in Ausscheidungsschichten verschiedener gasnietrierter <strong>Werkstoffe</strong>, nach 36 h<br />
bei 530°C.<br />
Ein weiteres wichtiges Kriterium ist die Einsatzhärtetiefe. Per Definition ist dies der Abstand<br />
von der Oberfläche an der eine Vickers-Härte von 550 HV gemessen wird. Die<br />
Einsatzhärtetiefe ist eine Funktion von Zeit und Temperatur, da sie durch die Diffusion<br />
bestimmt ist.<br />
Thermisch-chemische Verfahren, Nitrieren<br />
Beim Nitrieren wird der Randzone aus einem Stickstoff abgebenden Medium (Salzbäder oder<br />
Gasatmosphären) durch Diffusion Stickstoff zugeführt. Es besteht die Gefahr, dass sich im<br />
Ferrit grobe Nitritnadeln bilden, welche die Härteschicht zum Abplatzen bringen können.<br />
Großer Vorteil des Nitrierens sind die geringeren Temperaturen ≤ 600°C → Kostenersparnis<br />
und Gefahr für Verzug ist deutlich geringer.<br />
Oft wird auch Kohlenstoff mit angeboten (Karbonitrieren). Dies erfolgt beim Badnitrieren<br />
über Zyan-Salze (CN), beim Gasnitrieren über Ammoniak und einem Kohlenstoffträgergas.<br />
Beim Ionitrieren wird der Stickstoff unter Verwendung einer Glimmentladung ionisiert, das<br />
Werkstück als Kathode geschaltet und nimmt dadurch den Stickstoff sehr viel schneller auf.<br />
Es kann molekularer Stickstoff (N 2<br />
) statt Ammoniak (NH 3<br />
) verwendet werden. Dadurch wird<br />
182
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
die Bildung atomaren Wasserstoffs verhindert und damit die Gefahr der<br />
Wasserstoffversprödung verhindert.<br />
Aufbau einer Nitrierschicht.<br />
Nitrieren zeichnet sich durch eine besonders hohe Verzugsfreiheit aus. Es läßt sich ein sehr<br />
guter Verschleißwiderstand erzielen, Ebenso wie eine Steigerung der<br />
Korrosionsbeständigkeit.<br />
183
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Gewichtsverlust durch Abrasion bei Stahlkiesbestrahlung im unnitrierten, einsatzgehärteten<br />
und nitrierten Zustand.<br />
Martensitumwandlung von Nichteisenmetallen (Formgedächtnislegierungen)<br />
Eine der Austenit-Martensitumwandlung vergleichbare Phasentransformation tritt auch bei<br />
einigen Nichtmetalleisenlegierungen auf (Shape Memory Alloys). Es ist möglich die<br />
Ausgangsform eines Werkstücks nach zwischenzeitlicher Verformung durch eine<br />
Wärmebehandlung in ihre ursprüngliche Form zurück bringen.<br />
Nutzung des Formgedächtniseffekts für die Verbindung von Rohren.<br />
Geeignete Legierungen mit technisch ausnutzbarem Memory-Effekt, d.h. mit<br />
verformungsfähigem Martensit und mit höherfesten Austenit, sind vor allem Ni-Ti-<br />
Legierungen (50:50), denen oft noch ein drittes Element, z.B. Cu zulegiert ist. Außerdem sind<br />
noch geeignet Cu - Zn - Al und Cu - Al - Ni Legierungen.<br />
184
<strong>Metalle</strong> <strong>II</strong>, MaWi-Diplom, 7. Sem. Uwe Glatzel Modul WM4, MSE, 1.Sem.<br />
Ein weiterer Effekt der Austenit-Martensittransformation ist eine Pseudo-Elastizität mit bis zu<br />
8% reversibler Verformung (Au - Cd Legierungen). Hierbei wandelt sich der zuvor gebildete<br />
Martensit bei Entlastung zurück in den Austenit.<br />
Bei Stahl ist ΔV/V ≈ 11%, bei Formgedächtnislegierungen ist ΔV/V≈ 1%. Somit besteht bei<br />
Formgedächtnislegierungen die Möglichkeit, dass die Matrix sich nur elastisch verformt.<br />
Wird also die Phasenumwandlung rückgängig gemacht, so ist die Gestaltsänderung der<br />
Matrix reversibel da sie nur elastisch verspannt war.<br />
Zudem ist bei Formgedächtnislegierungen die Energiebarriere zur Phasenumwandlung<br />
wesentlich geringer als die Energiebarriere der plastischen Verformung (die<br />
Peierlsspannung). Folglich erfolgt eine Verformung über Phasenumwandlung und elastische<br />
Verzerrung statt über die "klassische" plastische Verformung durch Versetzungserzeugung<br />
und -bewegung.<br />
185