O+P Fluidtechnik 5/2016
O+P Fluidtechnik 5/2016
O+P Fluidtechnik 5/2016
- TAGS
- fluidtechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
KONSTRUKTION<br />
1 EINLEITUNG<br />
Besonders bei geringem Bauraum und hohen Drücken stößt der<br />
Konstrukteur bei der Gestaltung von Bauteilen und der Wahl der<br />
Werkstoffe an die Grenzen des Möglichen. Die Geometrieoptimierung<br />
mit Hilfe von FE-Analysen und der Griff zu hochlegierten Werkstoffen<br />
sind oft der letzte Ausweg. Mit dem sicherheitsrelevanten<br />
Nachteil, dass hochfeste Werkstoffe bei dynamischer Beanspruchung<br />
aufgrund der reduzierten Bruchdehnung kerbempfindlicher sind.<br />
Aber was, wenn diese Maßnahmen nicht mehr ausreichen?<br />
In der Hochdrucktechnik haben sich (mehrschichtige) Pressverbände<br />
bewährt – zumindest bei zylindrischen Geometrien. Dabei<br />
wird das durch Druck belastete Bauteil durch äußere Pressverbände<br />
abgestützt und im inneren Bauteil Druckeigenspannungen erzeugt.<br />
Die Druckeigenspannungen sollten dabei betragsmäßig größer<br />
sein als die im Betrieb mit Maximaldruck induzierten Zugspannungen,<br />
so dass insgesamt das druckbeaufschlagte Bauteil keine<br />
Zugspannungen erfährt und Rissbildung verhindert wird. Dadurch<br />
können hochfeste Werkstoffe mit sehr geringen Bruchdehnungen<br />
und sprödem Bruchverhalten (z. B. Hartmetalle) eingesetzt werden.<br />
Die aufgepressten Bauteile aus mittelfesten, duktilen Werkstoffen<br />
sind vorgespannt und erfahren eine schwellende Zugbeanspruchung.<br />
Die entsprechenden radialen und tangentialen Normalspannungen<br />
eines Zylinderpressverbands unter Betriebslast und<br />
im lastfreien Zustand sind in Bild 01 links dargestellt.<br />
Ein alternatives Verfahren zur Festigkeitssteigerung hochbeanspruchter<br />
Bauteile ist unter dem Namen Autofrettage bekannt (aus<br />
dem Französischen sinngemäß für „Selbstschrumpfung“ oder<br />
„Selbstberingung“). Anwendungen sind beispielsweise Common-<br />
Rail-Einspritzsysteme, Hochdruck-Hydraulikleitungen, aber auch<br />
Läufe von Schusswaffen. Anstatt einen höherfesten Werkstoff zu<br />
verwenden, wird hierbei bewusst ein duktiler Werkstoff mit ausgeprägter<br />
Streckgrenze und ausreichender Bruchdehnung eingesetzt.<br />
Das Bauteil wird so gestaltet, dass aufgrund der geringen Festigkeit<br />
bereits durch die Betriebslasten die Streckgrenze lokal überschritten<br />
wird. Zur Festigkeitssteigerung wird durch eine einmalige gezielte<br />
Überlastung des Bauteils – die Autofrettage – ein Eigenspannungszustand<br />
erzeugt, der die späteren Betriebsspannungen auf ein Niveau<br />
unterhalb der Streckgrenze reduziert. Durch die Über lastung fließt<br />
der Werkstoff lokal in den Bereichen hoher Spannungskonzentrationen<br />
(Kerben, dünne Querschnitte, Zylinderinnenwände). Nach<br />
dem Entspannen führt die elastische Verformung des umgebenden<br />
Materials zu Druckeigenspannungen in der plastischen Werkstoffzone.<br />
Im anschließenden Betrieb überlagern sich die Druckeigenspannungen<br />
mit den Betriebsspannungen und reduzieren die wirksame<br />
Beanspruchung (vgl. Bild 01 rechts). Die Zeitfestigkeit kann<br />
so bis hin zur Dauerfestigkeit gesteigert werden.<br />
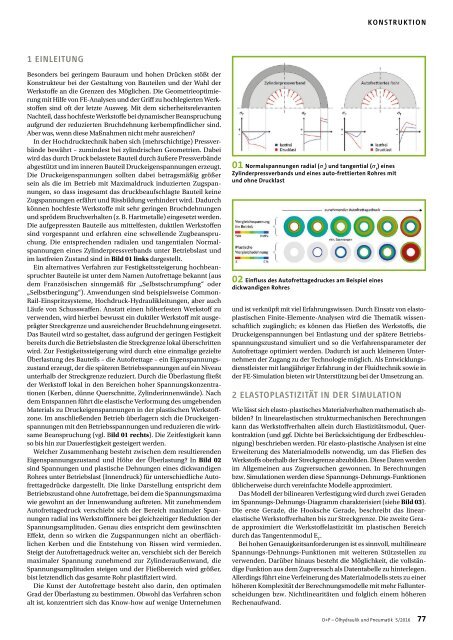
Welcher Zusammenhang besteht zwischen dem resultierenden<br />
Eigenspannungszustand und Höhe der Überlastung? In Bild 02<br />
sind Spannungen und plastische Dehnungen eines dickwandigen<br />
Rohres unter Betriebslast (Innendruck) für unterschiedliche Autofrettagedrücke<br />
dargestellt. Die linke Darstellung entspricht dem<br />
Betriebszustand ohne Autofrettage, bei dem die Spannungsmaxima<br />
wie gewohnt an der Innenwandung auftreten. Mit zunehmendem<br />
Autofrettagedruck verschiebt sich der Bereich maximaler Spannungen<br />
radial ins Werkstoffinnere bei gleichzeitiger Reduktion der<br />
Spannungsamplituden. Genau dies entspricht dem gewünschten<br />
Effekt, denn so wirken die Zugspannungen nicht an oberflächlichen<br />
Kerben und die Entstehung von Rissen wird vermieden.<br />
Steigt der Autofrettagedruck weiter an, verschiebt sich der Bereich<br />
maximaler Spannung zunehmend zur Zylinderaußenwand, die<br />
Spannungsamplituden steigen und der Fließbereich wird größer,<br />
bist letztendlich das gesamte Rohr plastifiziert wird.<br />
Die Kunst der Autofrettage besteht also darin, den optimalen<br />
Grad der Überlastung zu bestimmen. Obwohl das Verfahren schon<br />
alt ist, konzentriert sich das Know-how auf wenige Unternehmen<br />
01 Normalspannungen radial (σ r<br />
) und tangential (σ t<br />
) eines<br />
Zylinderpressverbands und eines auto-frettierten Rohres mit<br />
und ohne Drucklast<br />
02 Einfluss des Autofrettagedruckes am Beispiel eines<br />
dickwandigen Rohres<br />
und ist verknüpft mit viel Erfahrungswissen. Durch Einsatz von elastoplastischen<br />
Finite-Elemente-Analysen wird die Thematik wissenschaftlich<br />
zugänglich; es können das Fließen des Werkstoffs, die<br />
Druckeigenspannungen bei Entlastung und der spätere Betriebsspannungszustand<br />
simuliert und so die Verfahrensparameter der<br />
Autofrettage optimiert werden. Dadurch ist auch kleineren Unternehmen<br />
der Zugang zu der Technologie möglich. Als Entwicklungsdienstleister<br />
mit langjähriger Erfahrung in der <strong>Fluidtechnik</strong> sowie in<br />
der FE-Simulation bieten wir Unterstützung bei der Umsetzung an.<br />
2 ELASTOPLASTIZITÄT IN DER SIMULATION<br />
Wie lässt sich elasto-plastisches Materialverhalten mathematisch abbilden?<br />
In linearelastischen strukturmechanischen Berechnungen<br />
kann das Werkstoffverhalten allein durch Elastizitätsmodul, Querkontraktion<br />
(und ggf. Dichte bei Berücksichtigung der Erdbeschleunigung)<br />
beschrieben werden. Für elasto-plastische Analysen ist eine<br />
Erweiterung des Materialmodells notwendig, um das Fließen des<br />
Werkstoffs oberhalb der Streckgrenze abzubilden. Diese Daten werden<br />
im Allgemeinen aus Zugversuchen gewonnen. In Berechnungen<br />
bzw. Simulationen werden diese Spannungs-Dehnungs-Funktionen<br />
üblicherweise durch vereinfachte Modelle approximiert.<br />
Das Modell der bilinearen Verfestigung wird durch zwei Geraden<br />
im Spannungs-Dehnungs-Diagramm charakterisiert (siehe Bild 03).<br />
Die erste Gerade, die Hooksche Gerade, beschreibt das linear -<br />
e lastische Werkstoffverhalten bis zur Streckgrenze. Die zweite Gerade<br />
approximiert die Werkstoffelastizität im plastischen Bereich<br />
durch das Tangentenmodul E T<br />
.<br />
Bei hohen Genauigkeitsanforderungen ist es sinnvoll, multilineare<br />
Spannungs-Dehnungs-Funktionen mit weiteren Stützstellen zu<br />
verwenden. Darüber hinaus besteht die Möglichkeit, die vollständige<br />
Funktion aus dem Zugversuch als Datentabelle zu hinterlegen.<br />
Allerdings führt eine Verfeinerung des Materialmodells stets zu einer<br />
höheren Komplexität der Berechnungsmodelle mit mehr Fallunterscheidungen<br />
bzw. Nichtlinearitäten und folglich einem höheren<br />
Rechenaufwand.<br />
<strong>O+P</strong> – Ölhydraulik und Pneumatik 5/<strong>2016</strong> 77