O+P Fluidtechnik 5/2016
O+P Fluidtechnik 5/2016
O+P Fluidtechnik 5/2016
- TAGS
- fluidtechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
KONSTRUKTION<br />
ENTLASTUNG<br />
Nach der Entlastung zeigt sich der Eigenspannungszustand im Bauteil.<br />
Die plastifizierten Bereiche werden durch die elastische Verformung<br />
des äußeren Materials komprimiert. Die Folge sind Druckeigenspannungen.<br />
Diese werden durch Zugeigenspannungen im<br />
umgebenden, äußeren Material kompensiert. Zum Teil können die<br />
auftretenden Druckeigenspannungen betragsmäßig größer als die<br />
Streckgrenze sein. Da innere Druckspannungen nicht zur Bildung<br />
von Rissen und zum Versagen des Bauteils führen, gehen hiervon<br />
zunächst keine negativen Einflüsse aus.<br />
Wie auch bei Pressverbänden ist das Nebenprodukt der Autofrettage<br />
eine Verformung des Bauteils im lastfreien Zustand. Auch<br />
wenn die Verformungen im Allgemeinen sehr gering sind, müssen<br />
gegebenenfalls Maßkorrekturen vorgenommen werden, um nach<br />
der Autofrettage Toleranzanforderungen zu erfüllen. Die notwendigen<br />
Korrekturen können mit Hilfe der FE-Simulation prognostiziert<br />
werden.<br />
BETRIEBSLAST NACH AUTOFRETTAGE<br />
Bei erneuter Belastung mit maximaler Betriebslast werden die<br />
auftretenden Spannungen in den kritischen Zonen durch die<br />
Druckeigenspannungen überlagert. Im gezeigten Beispiel liegen<br />
die Spannungsspitzen im gesamten Bauteil deutlich unterhalb der<br />
Streckgrenze.<br />
Insgesamt wurden durch die Autofrettage die maximalen Vergleichsspannungen<br />
von 710 MPa bei linearelastischer Auslegung<br />
auf 288 MPa und damit um 60 % reduziert. Eine anschließende<br />
Dauerfestigkeitsanalyse bestätigt, dass der Zylinder nach der Autofrettage<br />
dauerfest ist.<br />
3.1.2 VALIDIERUNG<br />
Bei aller Begeisterung für moderne Simulationstechniken darf der<br />
Praxisbezug nicht fehlen. FE-Tools sind mächtig, aber auch gefährlich,<br />
denn sie suggerieren vertrauenswürdige Ergebnisse. Die Qualität<br />
der Ergebnisse ist jedoch immer nur so hoch, wie die Qualität<br />
der Eingangsdaten; alle Randbedingungen und Modelle müssen<br />
10 Vergleichsspannungen einer linearelastischen Analyse des<br />
Common-Rails bei 2 000 bar<br />
mit Sorgfalt gewählt und überprüft werden. Hier bedarf es eines<br />
versierten, erfahrenen Berechnungsingenieurs, der neben seinen<br />
Fachkenntnissen auch einen starken Bezug zur Praxis hat. Nötigenfalls<br />
müssen die Kompetenzen durch ein entsprechendes Team<br />
abgedeckt werden. Je komplexer das Simulationsmodell ist und je<br />
mehr vereinfachte Annahmen getroffen werden, desto wichtiger ist<br />
eine anschließende Validierung der Ergebnisse.<br />
Im beschriebenen Anwendungsfall wurde der Zylinder vor und<br />
nach der Autofrettage vermessen und die Daten mit den Verformungen<br />
des Simulationsmodells verglichen. Damit konnten die<br />
Randbedingungen sowie die Parameter des vereinfachten Materialmodells<br />
validiert werden. Zudem konnten anhand der Fließlinien<br />
des autofrettierten Bauteils (siehe Bild 08) die Bereiche maximaler<br />
plastischer Verformung lokalisiert und so die Simulationsergebnisse<br />
auch qualitativ überprüft werden.<br />
FORSCHUNG UND ENTWICKLUNG<br />
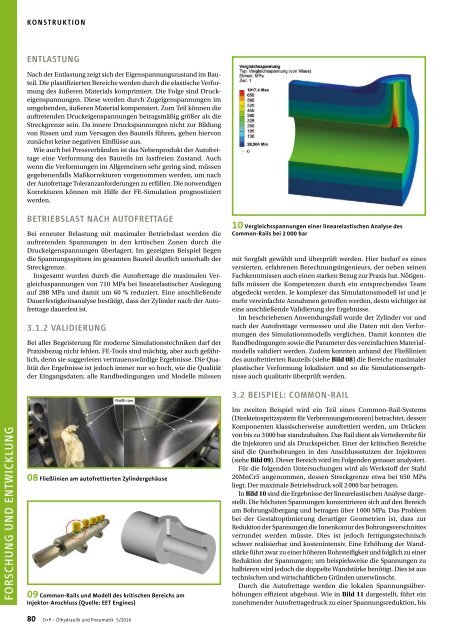
08 Fließlinien am autofrettierten Zylindergehäuse<br />
09 Common-Rails und Modell des kritischen Bereichs am<br />
Injektor-Anschluss (Quelle: EET Engines)<br />
3.2 BEISPIEL: COMMON-RAIL<br />
Im zweiten Beispiel wird ein Teil eines Common-Rail-Systems<br />
(Direkteinspritzsystem für Verbrennungsmotoren) betrachtet, dessen<br />
Komponenten klassischerweise autofrettiert werden, um Drücken<br />
von bis zu 3 000 bar standzuhalten. Das Rail dient als Verteilerrohr für<br />
die Injektoren und als Druckspeicher. Einer der kritischen Bereiche<br />
sind die Querbohrungen in den Anschlussstutzen der Injektoren<br />
(siehe Bild 09). Dieser Bereich wird im Folgenden genauer analysiert.<br />
Für die folgenden Untersuchungen wird als Werkstoff der Stahl<br />
20MnCr5 angenommen, dessen Streckgrenze etwa bei 650 MPa<br />
liegt. Der maximale Betriebsdruck soll 2 000 bar betragen.<br />
In Bild 10 sind die Ergebnisse der linearelastischen Analyse dargestellt.<br />
Die höchsten Spannungen konzentrieren sich auf den Bereich<br />
am Bohrungsübergang und betragen über 1 000 MPa. Das Problem<br />
bei der Gestaltoptimierung derartiger Geometrien ist, dass zur<br />
Reduktion der Spannungen die Innenkontur des Bohrungsverschnittes<br />
verrundet werden müsste. Dies ist jedoch fertigungstechnisch<br />
schwer realisierbar und kostenintensiv. Eine Erhöhung der Wandstärke<br />
führt zwar zu einer höheren Rohrsteifigkeit und folglich zu einer<br />
Reduktion der Spannungen; um beispielsweise die Spannungen zu<br />
halbieren wird jedoch die doppelte Wandstärke benötigt. Dies ist aus<br />
technischen und wirtschaftlichen Gründen unerwünscht.<br />
Durch die Autofrettage werden die lokalen Spannungsüberhöhungen<br />
effizient abgebaut. Wie in Bild 11 dargestellt, führt ein<br />
zunehmender Autofrettagedruck zu einer Spannungsreduktion, bis<br />
80 <strong>O+P</strong> – Ölhydraulik und Pneumatik 5/<strong>2016</strong>