


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
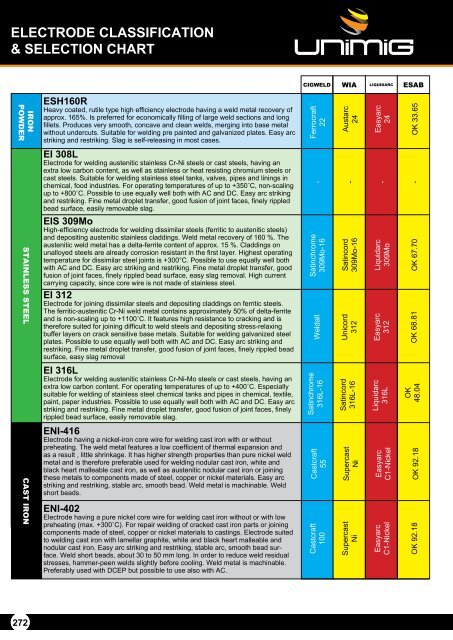
ELECTRODE CLASSIFICATION<br />
& SELECTION CHART<br />
CIGWELD WIA LIQUIDARC ESAB<br />
IRON<br />
POWDER<br />
ESH160R<br />
Heavy coated, rutile type high efficiency electrode having a weld metal recovery of<br />
approx. 165%. Is preferred for economically filling of large weld sections and long<br />
fillets. Produces very smooth, concave and clean welds, merging into base metal<br />
without undercuts. Suitable for welding pre painted and galvanized plates. Easy arc<br />
striking and <strong>res</strong>triking. Slag is self-releasing in most cases.<br />
Ferrocraft<br />
22<br />
Austarc<br />
24<br />
Easyarc<br />
24<br />
OK 33.65<br />
EI 308L<br />
Electrode for welding austenitic stainless Cr-Ni steels or cast steels, having an<br />
extra <strong>low</strong> carbon content, as well as stainless or heat <strong>res</strong>isting chromium steels or<br />
cast steels. Suitable for welding stainless steel tanks, valves, pipes and linings in<br />
chemical, food industries. For operating temperatu<strong>res</strong> of up to +350˚C, non-scaling<br />
up to +800˚C. Possible to use equally well both with AC and DC. Easy arc striking<br />
and <strong>res</strong>triking. Fine metal droplet transfer, good fusion of joint faces, finely rippled<br />
bead surface, easily removable slag.<br />
EIS 309Mo<br />
High-efficiency electrode for welding dissimilar steels (ferritic to austenitic steels)<br />
and depositing austenitic stainless claddings. Weld metal recovery of 160 %. The<br />
austenitic weld metal has a delta-ferrite content of approx. 15 %. Claddings on<br />
unalloyed steels are already corrosion <strong>res</strong>istant in the first layer. Highest operating<br />
temperature for dissimilar steel joints is +300°C. Possible to use equally well both<br />
with AC and DC. Easy arc striking and <strong>res</strong>triking. Fine metal droplet transfer, good<br />
fusion of joint faces, finely rippled bead surface, easy slag removal. High current<br />
carrying capacity, since core wire is not made of stainless steel.<br />
EI 312<br />
Electrode for joining dissimilar steels and depositing claddings on ferritic steels.<br />
The ferritic-austenitic Cr-Ni weld metal contains approximately 50% of delta-ferrite<br />
and is non-scaling up to +1100˚C. It featu<strong>res</strong> high <strong>res</strong>istance to cracking and is<br />
therefore suited for joining difficult to weld steels and depositing st<strong>res</strong>s-relaxing<br />
buffer layers on crack sensitive base metals. Suitable for welding galvanized steel<br />
plates. Possible to use equally well both with AC and DC. Easy arc striking and<br />
<strong>res</strong>triking. Fine metal droplet transfer, good fusion of joint faces, finely rippled bead<br />
surface, easy slag removal<br />
EI 316L<br />
Electrode for welding austenitic stainless Cr-Ni-Mo steels or cast steels, having an<br />
extra <strong>low</strong> carbon content. For operating temperatu<strong>res</strong> of up to +400˚C. Especially<br />
suitable for welding of stainless steel chemical tanks and pipes in chemical, textile,<br />
paint, paper industries. Possible to use equally well both with AC and DC. Easy arc<br />
striking and <strong>res</strong>triking. Fine metal droplet transfer, good fusion of joint faces, finely<br />
rippled bead surface, easily removable slag.<br />
-<br />
-<br />
-<br />
-<br />
STAINLESS STEEL<br />
Satinchrome<br />
309Mo-16<br />
Weldall<br />
Satincord <br />
309Mo-16<br />
Unicord<br />
312<br />
Liquidarc<br />
309Mo<br />
Easyarc<br />
312<br />
OK 67.70<br />
OK 68.81<br />
Satinchrome<br />
316L-16<br />
Satincord<br />
316L-16<br />
Liquidarc<br />
316L<br />
OK<br />
48.04<br />
CAST IRON<br />
ENI-416<br />
Electrode having a nickel-iron core wire for welding cast iron with or without <br />
preheating. The weld metal featu<strong>res</strong> a <strong>low</strong> coefficient of thermal expansion and<br />
as a <strong>res</strong>ult , little shrinkage. It has higher strength properties than pure nickel weld<br />
metal and is therefore preferable used for welding nodular cast iron, white and<br />
black heart malleable cast iron, as well as austenitic nodular cast iron or joining<br />
these metals to components made of steel, copper or nickel materials. Easy arc<br />
striking and <strong>res</strong>triking, stable arc, smooth bead. Weld metal is machinable. Weld<br />
short beads.<br />
ENI-402<br />
Electrode having a pure nickel core wire for welding cast iron without or with <strong>low</strong><br />
preheating (max. +300˚C). For repair welding of cracked cast iron parts or joining<br />
components made of steel, copper or nickel materials to castings. Electrode suited<br />
to welding cast iron with lamellar graphite, white and black heart malleable and<br />
nodular cast iron. Easy arc striking and <strong>res</strong>triking, stable arc, smooth bead surface.<br />
Weld short beads, about 30 to 50 mm long. In order to reduce weld <strong>res</strong>idual<br />
st<strong>res</strong>ses, hammer-peen welds slightly before cooling. Weld metal is machinable.<br />
Preferably used with DCEP but possible to use also with AC.<br />
Castcraft<br />
55<br />
Castcraft<br />
100<br />
Supercast<br />
Ni<br />
Supercast<br />
Ni<br />
Easyarc<br />
C1-Nickel<br />
Easyarc<br />
C1-Nickel<br />
OK 92.18<br />
OK 92.18<br />
272