

special - Alu-web.de
special - Alu-web.de
special - Alu-web.de

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
SPECIAL<br />
number of usable threads resulting<br />
in lower transferable forces. When<br />
using a circular milling process for<br />
the production of holes, the displacement<br />
of the wire is negligible due to<br />
low process-related feed forces, even<br />
if the wire is located in the middle of<br />
the hole. Therefore, the tensile force<br />
is increased by the reinforcement in<br />
every case where circular milling is<br />
used as a process for hole making.<br />
When flow-drilling is used before<br />
threading, integrating two reinforcing<br />
elements into the lateral area of<br />
the hole leads to an increase of the<br />
transferable tensile force. In this case,<br />
the maximum tensile force measured<br />
consi<strong>de</strong>rably exceeds the test load of<br />
F z = 17980 N given in the standards<br />
for nuts ma<strong>de</strong> of the comparable alloy<br />
AlMgSi1 [10].<br />
Conclusions and outlook<br />
Composite extrusion offers great opportunities<br />
for lightweight applications.<br />
In experimental investigations,<br />
it was shown that it is possible to<br />
achieve a higher volume of reinforcement<br />
through the reduction of the<br />
profile thickness and the embedding<br />
of further reinforcing elements, but<br />
the influence of the reinforcement on<br />
the material flow increases with the<br />
number of wires and the necessarily<br />
more complex die <strong>de</strong>sign. In another<br />
experiment, metallic flat tapes were<br />
already embed<strong>de</strong>d successfully into<br />
aluminium profiles to improve the<br />
mechanical properties. Other experimental<br />
trials concentrate on embedding<br />
ceramic elements with a higher<br />
specific stiffness.<br />
Flow-drilling and threading op-<br />
ALUMINIUM · 4/2010<br />
ALUMINIUM EXTRUSION INDUSTRY<br />
erations are viable for the innovative<br />
steel-wire reinforced aluminium profiles.<br />
The influence of the process parameters<br />
on the quality of the formed<br />
collar is shown for the feed but has<br />
to be further analysed. The position<br />
of the hole relative to the reinforcing<br />
element is a major influencing factor.<br />
Threads can be manufactured in any<br />
position by diverse threading operations<br />
but the maximum transferable<br />
forces <strong>de</strong>termined by tensile tests differ<br />
because of an unequal number of<br />
usable threads. The combination of<br />
flow-drilling and thread forming results<br />
in the highest transferable tensile<br />
forces due to the advantageous<br />
grain flow within the workpiece and<br />
the highest number of usable threads.<br />
Threading of steel tape reinforced<br />
profiles is to be further investigated.<br />
Acknowledgement<br />
This paper is based on investigations<br />
of the Transregional Collaborative<br />
Research Centre SFB/TR10, which is<br />
kindly supported by the German Research<br />
Foundation (DFG).<br />
References<br />
[1] Ames, R.; Theler, J.-J.: Verfahren und<br />
Vorrichtung zum Herstellen von Verbundprofilen<br />
beispielsweise Stromschienen.<br />
Patent DE 2432541 C2, <strong>Alu</strong>miniumwalzwerke<br />
Singen, Date of filing 4.7.1974<br />
[2] Müller, K.: Strangpressen von Halbzeugen<br />
aus metallischen Verbundwerkstoffen.<br />
In: Strangpressen / Bauser, M.; Sauer, G.;<br />
Siegert, K., 2. Edition, <strong>Alu</strong>minium Verlag,<br />
Düsseldorf, 2001, pp. 464-483<br />
[3] Schikorra, M.; Tekkaya, A. E.; Kleiner,<br />
M.: Experimental investigation of embedding<br />
high strength reinforcements in<br />
extrusion profiles. Annals of the CIRP<br />
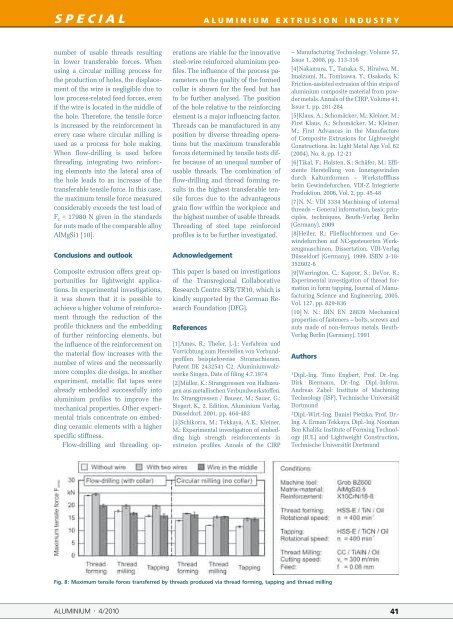
Fig. 8: Maximum tensile forces transferred by threads produced via thread forming, tapping and thread milling<br />
– Manufacturing Technology, Volume 57,<br />
Issue 1, 2008, pp. 313-316<br />
[4] Nakamura, T., Tanaka, S., Hiraiwa, M.,<br />
Imaizumi, H., Tomizawa, Y., Osakada, K:<br />
Friction-assisted extrusion of thin strips of<br />
aluminium composite material from pow<strong>de</strong>r<br />
metals. Annals of the CIRP, Volume 41,<br />
Issue 1, pp. 281-284<br />
[5] Klaus, A.; Schomäcker, M.; Kleiner, M.:<br />
First Klaus, A.; Schomäcker, M.; Kleiner,<br />
M.: First Advances in the Manufacture<br />
of Composite Extrusions for Lightweight<br />
Constructions. In: Light Metal Age Vol. 62<br />
(2004), No. 8, pp. 12-21<br />
[6] Tikal, F.; Holsten, S.; Schäfer, M.: Effiziente<br />
Herstellung von Innengewin<strong>de</strong>n<br />
durch Kaltumformen – Werkstofffluss<br />
beim Gewin<strong>de</strong>furchen, VDI-Z Integrierte<br />
Produktion, 2006, Vol. 2, pp. 45-48<br />
[7] N. N.: VDI 3334 Machining of internal<br />
threads – General information, basic principles,<br />
techniques, Beuth-Verlag Berlin<br />
(Germany), 2009<br />
[8] Heiler, R.: Fließlochformen und Gewin<strong>de</strong>furchen<br />
auf NC-gesteuerten Werkzeugmaschinen,<br />
Dissertation, VDI-Verlag<br />
Düsseldorf (Germany), 1999, ISBN 3-18-<br />
352602-6<br />
[9] Warrington, C.; Kapoor, S.; DeVor, R.:<br />
Experimental investigation of thread formation<br />
in form tapping, Journal of Manufacturing<br />
Science and Engineering, 2005,<br />
Vol. 127, pp. 829-836<br />
[10] N. N.: DIN EN 28839 Mechanical<br />
properties of fasteners – bolts, screws and<br />
nuts ma<strong>de</strong> of non-ferrous metals, Beuth-<br />
Verlag Berlin (Germany), 1991<br />
Authors<br />
1 Dipl.-Ing. Timo Engbert, Prof. Dr.-Ing.<br />
Dirk Biermann, Dr.-Ing. Dipl.-Inform.<br />
Andreas Zabel: Institute of Machining<br />
Technology (ISF), Technische Universität<br />
Dortmund<br />
2 Dipl.-Wirt.-Ing. Daniel Pietzka, Prof. Dr.-<br />
Ing. A. Erman Tekkaya, Dipl.-Ing. Nooman<br />
Ben Khalifa: Institute of Forming Technology<br />
(IUL) and Lightweight Construction,<br />
Technische Universität Dortmund<br />
41













