BIR-Herbsttagung, 25. - 26- Oktober 2010 in Brüssel - Metall-web.de
BIR-Herbsttagung, 25. - 26- Oktober 2010 in Brüssel - Metall-web.de
BIR-Herbsttagung, 25. - 26- Oktober 2010 in Brüssel - Metall-web.de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
METALL-FORSCHUNG<br />
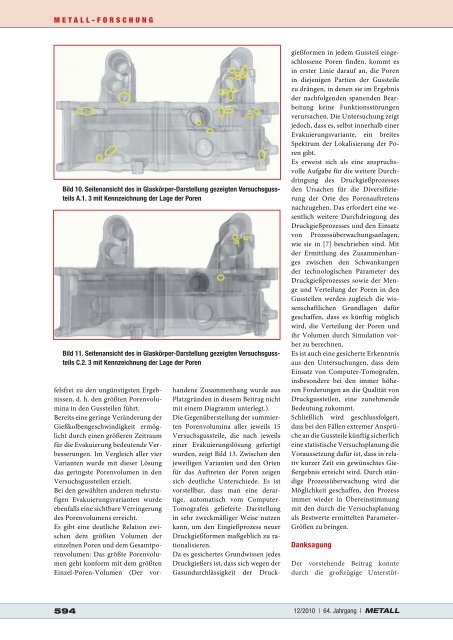
Bild 10. Seitenansicht <strong>de</strong>s <strong>in</strong> Glaskörper-Darstellung gezeigten Versuchsgussteils<br />
A.1. 3 mit Kennzeichnung <strong>de</strong>r Lage <strong>de</strong>r Poren<br />
Bild 11. Seitenansicht <strong>de</strong>s <strong>in</strong> Glaskörper-Darstellung gezeigten Versuchsgussteils<br />
C.2. 3 mit Kennzeichnung <strong>de</strong>r Lage <strong>de</strong>r Poren<br />
felsfrei zu <strong>de</strong>n ungünstigsten Ergebnissen,<br />
d. h. <strong>de</strong>n größten Porenvolum<strong>in</strong>a<br />
<strong>in</strong> <strong>de</strong>n Gussteilen führt.<br />
Bereits e<strong>in</strong>e ger<strong>in</strong>ge Verän<strong>de</strong>rung <strong>de</strong>r<br />
Gießkolbengeschw<strong>in</strong>digkeit ermöglicht<br />
durch e<strong>in</strong>en größeren Zeitraum<br />
für die Evakuierung be<strong>de</strong>uten<strong>de</strong> Verbesserungen.<br />
Im Vergleich aller vier<br />
Varianten wur<strong>de</strong> mit dieser Lösung<br />
das ger<strong>in</strong>gste Porenvolumen <strong>in</strong> <strong>de</strong>n<br />
Versuchsgussteilen erzielt.<br />
Bei <strong>de</strong>n gewählten an<strong>de</strong>ren mehrstufigen<br />
Evakuierungsvarianten wur<strong>de</strong><br />
ebenfalls e<strong>in</strong>e sichtbare Verr<strong>in</strong>gerung<br />
<strong>de</strong>s Porenvolumens erreicht.<br />
Es gibt e<strong>in</strong>e <strong>de</strong>utliche Relation zwischen<br />
<strong>de</strong>m größten Volumen <strong>de</strong>r<br />
e<strong>in</strong>zelnen Poren und <strong>de</strong>m Gesamtporenvolumen:<br />
Das größte Porenvolumen<br />
geht konform mit <strong>de</strong>m größten<br />
E<strong>in</strong>zel-Poren-Volumen (Der vor-<br />
594<br />
han<strong>de</strong>ne Zusammenhang wur<strong>de</strong> aus<br />
Platzgrün<strong>de</strong>n <strong>in</strong> diesem Beitrag nicht<br />
mit e<strong>in</strong>em Diagramm unterlegt.).<br />
Die Gegenüberstellung <strong>de</strong>r summierten<br />
Porenvolum<strong>in</strong>a aller jeweils 15<br />
Versuchsgussteile, die nach jeweils<br />
e<strong>in</strong>er Evakuierungslösung gefertigt<br />
wur<strong>de</strong>n, zeigt Bild 13. Zwischen <strong>de</strong>n<br />
jeweiligen Varianten und <strong>de</strong>n Orten<br />
für das Auftreten <strong>de</strong>r Poren zeigen<br />
sich <strong>de</strong>utliche Unterschie<strong>de</strong>. Es ist<br />
vorstellbar, dass man e<strong>in</strong>e <strong>de</strong>rartige,<br />
automatisch vom Computer-<br />
Tomografen gelieferte Darstellung<br />
<strong>in</strong> sehr zweckmäßiger Weise nutzen<br />
kann, um <strong>de</strong>n E<strong>in</strong>gießprozess neuer<br />
Druckgießformen maßgeblich zu rationalisieren.<br />
Da es gesichertes Grundwissen je<strong>de</strong>s<br />
Druckgießers ist, dass sich wegen <strong>de</strong>r<br />
Gasundurchlässigkeit <strong>de</strong>r Druck-<br />
gießformen <strong>in</strong> je<strong>de</strong>m Gussteil e<strong>in</strong>geschlossene<br />
Poren f<strong>in</strong><strong>de</strong>n, kommt es<br />
<strong>in</strong> erster L<strong>in</strong>ie darauf an, die Poren<br />
<strong>in</strong> diejenigen Partien <strong>de</strong>r Gussteile<br />
zu drängen, <strong>in</strong> <strong>de</strong>nen sie im Ergebnis<br />
<strong>de</strong>r nachfolgen<strong>de</strong>n spanen<strong>de</strong>n Bearbeitung<br />
ke<strong>in</strong>e Funktionsstörungen<br />
verursachen. Die Untersuchung zeigt<br />
jedoch, dass es, selbst <strong>in</strong>nerhalb e<strong>in</strong>er<br />
Evakuierungsvariante, e<strong>in</strong> breites<br />
Spektrum <strong>de</strong>r Lokalisierung <strong>de</strong>r Poren<br />
gibt.<br />
Es erweist sich als e<strong>in</strong>e anspruchsvolle<br />
Aufgabe für die weitere Durchdr<strong>in</strong>gung<br />
<strong>de</strong>s Druckgießprozesses<br />
<strong>de</strong>n Ursachen für die Diversifizierung<br />
<strong>de</strong>r Orte <strong>de</strong>s Porenauftretens<br />
nachzugehen. Das erfor<strong>de</strong>rt e<strong>in</strong>e wesentlich<br />
weitere Durchdr<strong>in</strong>gung <strong>de</strong>s<br />
Druckgießprozesses und <strong>de</strong>n E<strong>in</strong>satz<br />
von Prozessüberwachungsanlagen,<br />
wie sie <strong>in</strong> [7] beschrieben s<strong>in</strong>d. Mit<br />
<strong>de</strong>r Ermittlung <strong>de</strong>s Zusammenhanges<br />
zwischen <strong>de</strong>n Schwankungen<br />
<strong>de</strong>r technologischen Parameter <strong>de</strong>s<br />
Druckgießprozesses sowie <strong>de</strong>r Menge<br />
und Verteilung <strong>de</strong>r Poren <strong>in</strong> <strong>de</strong>n<br />
Gussteilen wer<strong>de</strong>n zugleich die wissenschaftlichen<br />
Grundlagen dafür<br />
geschaffen, dass es künftig möglich<br />
wird, die Verteilung <strong>de</strong>r Poren und<br />
ihr Volumen durch Simulation vorher<br />
zu berechnen.<br />
Es ist auch e<strong>in</strong>e gesicherte Erkenntnis<br />
aus <strong>de</strong>n Untersuchungen, dass <strong>de</strong>m<br />
E<strong>in</strong>satz von Computer-Tomografen,<br />
<strong>in</strong>sbeson<strong>de</strong>re bei <strong>de</strong>n immer höheren<br />
For<strong>de</strong>rungen an die Qualität von<br />
Druckgussteilen, e<strong>in</strong>e zunehmen<strong>de</strong><br />
Be<strong>de</strong>utung zukommt.<br />
Schließlich wird geschlussfolgert,<br />
dass bei <strong>de</strong>n Fällen extremer Ansprüche<br />
an die Gussteile künftig sicherlich<br />
e<strong>in</strong>e statistische Versuchsplanung die<br />
Voraussetzung dafür ist, dass <strong>in</strong> relativ<br />
kurzer Zeit e<strong>in</strong> gewünschtes Gießergebnis<br />
erreicht wird. Durch ständige<br />
Prozessüberwachung wird die<br />
Möglichkeit geschaffen, <strong>de</strong>n Prozess<br />
immer wie<strong>de</strong>r <strong>in</strong> Übere<strong>in</strong>stimmung<br />
mit <strong>de</strong>n durch die Versuchsplanung<br />
als Bestwerte ermittelten Parameter-<br />
Größen zu br<strong>in</strong>gen.<br />
Danksagung<br />
Der vorstehen<strong>de</strong> Beitrag konnte<br />
durch die großzügige Unterstüt-<br />
12/<strong>2010</strong> | 64. Jahrgang | METALL