klar im Cockpit - GIT Verlag
klar im Cockpit - GIT Verlag
klar im Cockpit - GIT Verlag

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Den Fehdehandschuh hingeworfen<br />
bekommen, zum Duell herausgefor<br />
dert, bei der Ehre gepackt ….<br />
Eine untechnische, aber doch sehr<br />
treffende Beschreibung für die Auf<br />
gabenstellung, Oberflächenfehler auf<br />
metallischen Bauteilen automatisch<br />
optisch zu erkennen. Dieser Kampf<br />
wird nur mit Erfahrung, Hartnäckig<br />
keit und den richtigen Waffen gewon<br />
nen. Der folgende Beitrag beschreibt<br />
die Schritte und die Lösung zur erfolg<br />
reichen Installation eines<br />
Bildverarbeitungs<br />
systems für die<br />
Erkennung von<br />
Oberflächenstruk<br />
turengeschlif fener Flächen.<br />
Die visuelle Inspektion von Oberflächen<br />
ist eine wichtige Qualitätssicherungsmaßnahme.<br />
Die Fehler an Oberflächen<br />
unterscheiden sich generell in<br />
zwei Arten – den sog. Cosmetic<br />
Defects und den funktionsbeeinträchtigendenDefects.<br />
Cosmetic Defects sind<br />
hierbei für die Optik des Betrachters<br />
störende Fehler,<br />
die jedoch keinen Einfluss<br />
auf die eigentliche Funktion<br />
des Bauteils haben. Diese<br />
Fehlerart ist allgemein bekannt,<br />
und so mancher preisbewusste<br />
Endverbraucher<br />
macht sich dies zunutze und<br />
kauft gezielt „B-Ware“ ein.<br />
Anders sieht es mit der<br />
zweiten Fehlerart aus. Diese<br />
Fehler führen dazu, dass<br />
Baugruppen schneller verschleißen,<br />
zu wenig Kontaktfläche<br />
bieten oder gar<br />
durch Verklemmen <strong>im</strong> Betrieb<br />
ausfallen.<br />
Die hier vorgestellte<br />
Lösung für die<br />
Oberflächenprüfung<br />
einer<br />
geschliffenen<br />
Fläche ist eine<br />
Realisierung<br />
für einen großen<br />
Zulieferer der Automobilindustrie.<br />
Die Applikationsabteilung<br />
der NeuroCheck<br />
GmbH übernahm bei dieser<br />
Anwendung das Engineering,<br />
den Systemaufbau und die<br />
Integration des Systems in den<br />
Prüfautomaten.<br />
Herausforderung<br />
Die metallischen Prüfteile<br />
werden in einem mehrstufigen<br />
Schleifprozess bearbeitet.<br />
Nach der Bearbeitung sollen<br />
die Teile in einen<br />
Prüfrundtisch eingesetzt und der<br />
automatischen Oberflächenprüfung<br />
zugeführt werden.<br />
Die Oberflächenkontrolle unterteilt<br />
sich grundsätzlich in zwei<br />
Teilaspekte der Prüfung – zum einen<br />
in die Erkennung von Krat-<br />
zern, Schleiffehlern und Lunkern auf der<br />
Planfläche und zum anderen in die Überprüfung<br />
der Außenkontur des Plateaus<br />
auf Ausbrüche. Um den Fertigungsprozess<br />
der Teile nicht zu behindern, muss<br />
die Ausbringung des Prüfsystems mindestens<br />
40 Teile/min. betragen.<br />
Wahl der Waffen<br />
A u t o m A t i o n<br />
Herausforderungen annehmen<br />
Automatische optische Prüfung geschliffener Oberflächen<br />
Grundlage der Realisierung waren die<br />
Ergebnisse einer Machbarkeitsuntersuchung<br />
anhand protokollierter Fehlerteile.<br />
In dem Protokoll sind die Oberflächen<br />
mit einem Rauhtiefenmessgerät<br />
aufgenommen worden. Über Vergleichsmessungen<br />
mit Gut- und Grenzteilen<br />
wurden vom Kunden die zulässigen Fehlergrenzen<br />
festgelegt. Eine direkte Tiefenmessung<br />
von Kratzern kann mit<br />
einem Bildverarbeitungssystem nicht realisiert<br />
werden. In Abst<strong>im</strong>mung mit dem<br />
Kunden wurden Versuche unternommen,<br />
die Fehler durch geeignete Beleuchtungsverfahren<br />
über Kontrast und Form<br />
klassifizieren zu können. Diese Art der<br />
Betrachtung entspricht auch der derzeitigen<br />
visuellen Inspektion der Teile durch<br />
die Mitarbeiter.<br />
Für die Lösung der Aufgabe wurden<br />
ein speziell auf die Aufgabenstellung angepasstes<br />
Ringlicht, eine hochauflösende<br />
FireWire-Kamera des Herstellers Baumer<br />
Optronic in der NeuroCheck-Edition mit<br />
1024 x 768 Pixeln, sowie ein Makroobjektiv<br />
von Rodenstock für ein Bildfeld von<br />
4 x 3 mm² verwendet. Als Bildverarbei-<br />
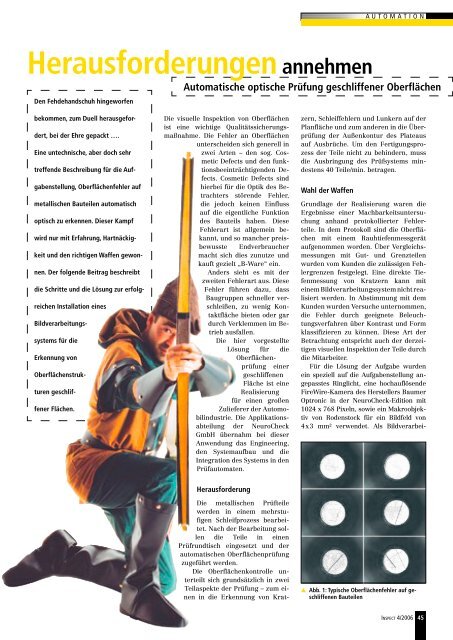
� Abb. 1: Typische Oberflächenfehler auf geschliffenen<br />
Bauteilen<br />
Inspect 4/2006<br />
45