A new face drilling rig for narrow tunnels and ... - Advanced Mining
A new face drilling rig for narrow tunnels and ... - Advanced Mining
A new face drilling rig for narrow tunnels and ... - Advanced Mining

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Experimental Study<br />
In highly abrasive wear strains metal-matrixcomposites<br />
(MMC) have proven of value, because of their<br />
characteristics. They combine advantages of a tough<br />
matrix, based on nickel, cobalt or iron, together with hard<br />
material that protects against wear like carbide, boride <strong>and</strong><br />
nitride. As a proactive-oriented method the samples were<br />
produced with plasma transferred arc welding (PTA), since<br />
this method can cost-effectively achieve layer depths of 2<br />
to 3 mm in one layer. Another advantage of the PTA method<br />
is a highly controllable energy input, which helps achieving<br />
very low degrees of mixing of a few percent.<br />
Table. 1:<br />
Type, size <strong>and</strong> chemical composition of<br />
the used carbides<br />
Issue 04 | 2010<br />
TRANSFER OF TECHNOLOGY<br />
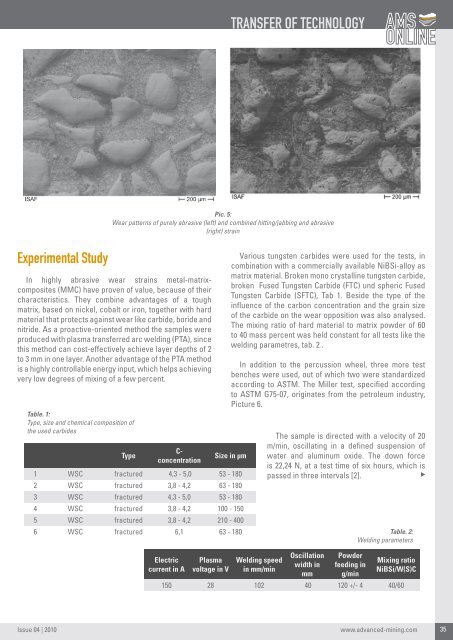
Pic. 5:<br />
Wear patterns of purely abrasive (left) <strong>and</strong> combined hitting/jabbing <strong>and</strong> abrasive<br />
(<strong>rig</strong>ht) strain<br />
Type<br />
Cconcentration<br />
Various tungsten carbides were used <strong>for</strong> the tests, in<br />
combination with a commercially available NiBSi-alloy as<br />
matrix material. Broken mono crystalline tungsten carbide,<br />
broken Fused Tungsten Carbide (FTC) und spheric Fused<br />
Tungsten Carbide (SFTC), Tab 1. Beside the type of the<br />
influence of the carbon concentration <strong>and</strong> the grain size<br />
of the carbide on the wear opposition was also analysed.<br />
The mixing ratio of hard material to matrix powder of 60<br />
to 40 mass percent was held constant <strong>for</strong> all tests like the<br />
welding parametres, tab. 2..<br />
In addition to the percussion wheel, three more test<br />
benches were used, out of which two were st<strong>and</strong>ardized<br />
according to ASTM. The Miller test, specified according<br />
to ASTM G75-07, o<strong>rig</strong>inates from the petroleum industry,<br />
Picture 6.<br />
Size in µm<br />
1 WSC fractured 4,3 - 5,0 53 - 180<br />
2 WSC fractured 3,8 - 4,2 63 - 180<br />
3 WSC fractured 4,3 - 5,0 53 - 180<br />
4 WSC fractured 3,8 - 4,2 100 - 150<br />
5 WSC fractured 3,8 - 4,2 210 - 400<br />
6 WSC fractured 6,1 63 - 180<br />
Electric<br />
current in A<br />
Plasma<br />
voltage in V<br />
Welding speed<br />
in mm/min<br />
The sample is directed with a velocity of 20<br />
m/min, oscillating in a defined suspension of<br />
water <strong>and</strong> aluminum oxide. The down <strong>for</strong>ce<br />
is 22,24 N, at a test time of six hours, which is<br />
passed in three intervals [2].<br />
Oscillation<br />
width in<br />
mm<br />
Powder<br />
feeding in<br />
g/min<br />
Table. 2:<br />
Welding parameters<br />
Mixing ratio<br />
NiBSi/W(S)C<br />
150 28 102 40 120 +/- 4 40/60<br />
www.advanced-mining.com<br />
35