Gemini GV6K and Gemini GT6K Programmer's Guide
Gemini GV6K and Gemini GT6K Programmer's Guide
Gemini GV6K and Gemini GT6K Programmer's Guide

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
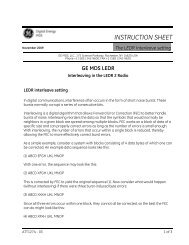
Scenario #2: OTF change of distance, where<br />
new comm<strong>and</strong>ed distance (D 2 ) is less than the<br />
original distance (D 1 ) that was pre-empted [D 2 <<br />
D 1 ]. In this example, the position where the OTF<br />
change was entered is already beyond D 2 (or D 2<br />
can not be reached with the comm<strong>and</strong>ed<br />
deceleration). The result is an error <strong>and</strong> motion is<br />
killed (decel at the LHAD value) <strong>and</strong> TAS bit #30<br />
<strong>and</strong> TER bit #10 are set.<br />
<br />
<br />
<br />
<br />
<br />
<br />
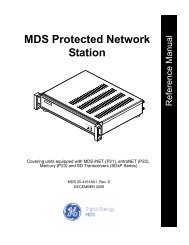
Scenario #3: OTF change of velocity. Note that<br />
motion must continue for a longer time at the<br />
reduced velocity to reach the original<br />
comm<strong>and</strong>ed distance than if it had continued at<br />
the original velocity (t 2 > t 1 ).<br />
<br />
<br />
<br />
<br />
<br />
<br />
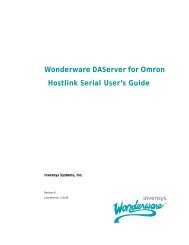
On-The-Fly Motion — Sample Application<br />
A manufacturer of three products wishes to produce a “sampler-pak” package which will<br />
contain a few of each of his products. The products all have the same width <strong>and</strong> length, but<br />
are 3, 4, <strong>and</strong> 5 inches high respectively. The 3 products are fed from individual lines into a<br />
common conveyor, <strong>and</strong> arrive at a stacking <strong>and</strong> wrapping station. At this station, a tray<br />
accepts a product <strong>and</strong> must have moved down by that product’s height by the time the next<br />
product arrives. This means that each time a new product arrives, the velocity of the tray must<br />
be changed to match the height of that product. Although product spacing will be regular, the<br />
ordering of product type on the common conveyor will be r<strong>and</strong>om, due to variations in the<br />
input lines. Also, a finished sampler-pak should contain 5 products or be at least 18 inches<br />
high, whichever occurs first. This means that the total move distance of the tray will be<br />
unknown until the last product arrives. When the last product is stacked, an output is asserted<br />
which will pause the conveyor <strong>and</strong> start the wrapping process. When wrapping is complete,<br />
the sampler-pak is removed from the tray, <strong>and</strong> the tray returns to the starting position.<br />
The basic problems in this application are that the move distance is not known until near the<br />
end, <strong>and</strong> the velocity must change on the fly. As the products approach the tray, they are<br />
detected with a near vertical arrangement of three sensors. Products of heights 3, 4, <strong>and</strong> 5<br />
inches are detected by 1, 2, or all 3 sensors respectively. Input 1 always detects a product, <strong>and</strong><br />
switches last, so that the others will be stable. When each product is identified, the motion<br />
profile is modified accordingly.<br />
Chapter 6. Following 157