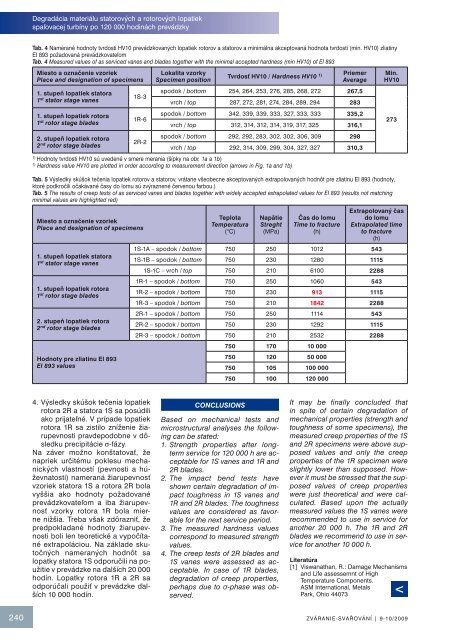
Degradácia materiálu statorových a rotorových lopatiekPredstavujemespaľovacej turbínyzváračsképo 120časopisy000 hodinách <strong>pre</strong>vádzkyTab. 4 Namerané hodnoty tvrdosti HV10 <strong>pre</strong>vádzkovaných lopatiek rotorov a statorov a minimálna akceptovaná hodnota tvrdosti (min. HV10) zliatinyEI 893 požadovaná <strong>pre</strong>vádzkovateľomTab. 4 Measured values of as serviced vanes and blades together with the minimal accepted hardness (min HV10) of EI 893Miesto a označenie vzoriekPlace and designation of specimens1. stupeň lopatiek statora1 st stator stage vanes1. stupeň lopatiek rotora1 st rotor stage blades2. stupeň lopatiek rotora2 nd rotor stage blades1S-31R-62R-2Lokalita vzorkySpecimen positionTvrdosť HV10 / Hardness HV10 1)PriemerAveragespodok / bottom 254, 264, 253, 276, 285, 268, 272 267,5vrch / top 287, 272, 281, 274, 284, 289, 294 283spodok / bottom 342, 339, 339, 333, 327, 333, 333 335,2vrch / top 312, 314, 312, 314, 319, 317, 325 316,1spodok / bottom 292, 292, 283, 302, 302, 306, 309 298vrch / top 292, 314, 309, 299, 304, 327, 327 310,31)Hodnoty tvrdosti HV10 sú uvedené v smere merania (šípky na obr. 1a a 1b)1)Hardness value HV10 are plotted in order according to measurement direction (arrows in Fig. 1a and 1b)Tab. 5 Výsledky skúšok tečenia lopatiek rotorov a statorov, vrátane všeobecne akceptovaných extrapolovaných hodnôt <strong>pre</strong> zliatinu EI 893 (hodnoty,ktoré podkročili očakávané časy do lomu sú zvýraznené červenou farbou.)Tab. 5 The results of creep tests of as serviced vanes and blades together with widely accepted extrapolated values for EI 893 (results not matchingminimal values are highlighted red)Miesto a označenie vzoriekPlace and designation of specimens1. stupeň lopatiek statora1 st stator stage vanes1. stupeň lopatiek rotora1 st rotor stage blades2. stupeň lopatiek rotora2 nd rotor stage bladesHodnoty <strong>pre</strong> zliatinu El 893EI 893 valuesTeplotaTemperatura(°C)NapätieStreght(MPa)Čas do lomuTime to fracture(h)Min.HV10273Extrapolovaný časdo lomuExtrapolated timeto fracture(h)1S-1A – spodok / bottom 750 250 1012 5431S-1B – spodok / bottom 750 230 1280 11151S-1C – vrch / top 750 210 6100 22881R-1 – spodok / bottom 750 250 1060 5431R-2 – spodok / bottom 750 230 913 11151R-3 – spodok / bottom 750 210 1842 22882R-1 – spodok / bottom 750 250 1114 5432R-2 – spodok / bottom 750 230 1292 11152R-3 – spodok / bottom 750 210 2532 2288750 170 10 000750 120 50 000750 105 100 000750 100 120 0004. Výsledky skúšok tečenia lopatiekrotora 2R a statora 1S sa posúdiliako prijateľné. V prípade lopatiekrotora 1R sa zistilo zníženie žiarupevnostipravdepodobne v dôsledku<strong>pre</strong>cipitácie σ-fázy.Na záver možno konštatovať, ženapriek určitému poklesu mechanickýchvlastností (pevnosti a húževnatosti)nameraná žiarupevnosťvzoriek statora 1S a rotora 2R bolavyššia ako hodnoty požadované<strong>pre</strong>vádzkovateľom a iba žiarupevnosťvzorky rotora 1R bola miernenižšia. Treba však zdôrazniť, že<strong>pre</strong>dpokladané hodnoty žiarupevnostiboli len teoretické a vypočítanéextrapoláciou. Na základe skutočnýchnameraných hodnôt salopatky statora 1S odporučili na použitiev <strong>pre</strong>vádzke na ďalších 20 000hodín. Lopatky rotora 1R a 2R saodporúčali použiť v <strong>pre</strong>vádzke ďalších10 000 hodín.CONCLUSIONSBased on mechanical tests andmicrostructural analyses the followingcan be stated:1. Strength properties after longtermservice for 120 000 h are acceptablefor 1S vanes and 1R and2R blades.2. The impact bend tests haves<strong>how</strong>n certain degradation of impacttoughness in 1S vanes and1R and 2R blades. The toughnessvalues are considered as favorablefor the next service period.3. The measured hardness valuescorrespond to measured strengthvalues.4. The creep tests of 2R blades and1S vanes were assessed as acceptable.In case of 1R blades,degradation of creep properties,perhaps due to σ-phase was observed.It may be finally concluded thatin spite of certain degradation ofmechanical properties (strength andtoughness of some specimens), themeasured creep properties of the 1Sand 2R specimens were above supposedvalues and only the creepproperties of the 1R specimen wereslightly lower than supposed. Howeverit must be stressed that the supposedvalues of creep propertieswere just theoretical and were calculated.Based upon the actuallymeasured values the 1S vanes wererecommended to use in service foranother 20 000 h. The 1R and 2Rblades we recommend to use in servicefor another 10 000 h.Literatúra[1] Viswanathan, R.: Damage Mechanismsand Life assessemnt of HighTemperature Components.ASM International, Metals
Korózia tvrdo spájkovaných spojovOxidation and corrosion resistance of brazed jointZVÁRANIE PRE PRAXĽUDOVÍT KOSNÁČ – VILIAM RUŽA – ROMAN KOLEŇÁKIng. Ľ. Kosnáč, PhD., konzultant, Bratislava – Ing. V. Ruža, PhD., konzultant, Bratislava – doc. Ing. R. Koleňák, PhD., Katedra zvárania, ÚVTE,Materiálovotechnologická fakulta STU (Department of Welding, Faculty of Material Science and Technology, Slovak University of Technology),Trnava, Slovensko, roman.kolenak@stuba.skOdolnosť tvrdo spájkovaných spojov proti korózii za tepla Korózna odolnosť tvrdo spájkovaných spojovmedi a jej zliatin v rôznych prostrediach – rovnomerná a selektívna korózia, korózne praskanie pod napätím Korózna odolnosť tvrdo spájkovaných spojov hliníka – spájky AlSi a prísady Cu, Sn, Cd a Zn Koróznaodolnosť spojov nehrdzavejúcich ocelí vyhotovených tvrdými spájkami – štrbinová korózia – podrobnévýsledky skúšok spojov oceli 1Cr18Ni10Ti (17 246) spájkou B-Ag45CuZn Vplyv tavív na koróznu odolnosťtvrdo spájkovaných spojov – porovnanie účinku taviva AgOT (obsahujúce chloridy) a VÚZ NAg2 (fluoridovébez chloridov) Stručná charakteristika rôznych spôsobov vyhodnocovania odolnosti proti koróziiResistance of brazed joints against hot oxidation is discussed. Corrosion resistance of brazed joints in copperand its alloys in different atmospheres – uniform and selective corrosion, stress induced corrosion cracking,corrosion resistance of brazed joints in aluminium – AlSi brazing alloys and Cu, Sn, Cd and Zn additions areanalysed. Corrosion resistance of joints in stainless steels fabricated by brazing alloys – crevice corrosion –detailed results of tests of joints in 1Cr18Ni10Ti (Cr18Ni10) steel employing B-Ag45CuZn brazing alloy wereoutlined. The effect of fluxes on corrosion resistance of brazed joints – comparison of the effect of AgOT flux(containing chlorides) and VÚZ NAg2 (fluoride fluxes free from chlorides) was discussed. A briefcharacteristics of different methods of evaluation of oxidation and corrosion resistance were analysed.Korózia vyvoláva škodlivé zmenykovových materiálov na ich>povrchu. Vyvoláva ich chemický aleboelektrochemický vplyv okolitéhoprostredia. Korózia spôsobuje veľkéhospodárske škody nielen na základnýchkovových materiáloch, aleaj spájkovaných spojoch. Po určitomčase sa tieto spájkované výrobkyvystavené koróznemu prostrediustávajú nepoužiteľnými. Príspevoksa zaoberá len tvrdo spájkovanýmispojmi.1 ODOLNOSŤ TVRDOSPÁJKOVANÝCH SPOJOVPROTI KORÓZII ZA TEPLAČo sa týka koróznej odolnosti zavyšších teplôt je odolnosť spájkovanýchspojov daná odolnosťou základnéhomateriálu, spájky, pozmenenejjej prípadným nalegovanímzo základného materiálu a vznikomnových fáz, najmä na rozhraní spoja,prípadne aj vplyvom koróznehopôsobenia zvyškov tavív. Vo všeobecnostivšak v <strong>pre</strong>vádzke za teplarozhodujú najmä mechanické vlastnostispoja, lebo tieto sú obyčajnenižšie ako vlastnosti základnéhomateriálu.Spájky na báze medi sa používajúna výrobkoch pracujúcich na vzduchudo <strong>pre</strong>vádzkovej teploty 250 °C.Nad 250 °C nepoužívame fosforovémedené spájky CuP, lebo podliehajúpozorovateľnej rovnomernej korózii,kým meď ako základný materiálkoroduje len málo [1]. Zliatiny medi(CuSn, CuZn, CuNi), majú vyššiuodolnosť proti korózii. Pri <strong>pre</strong>vádzkespojov nad 300 °C, napr. <strong>pre</strong> spojzliatiny CuNi, treba voliť spájky nabáze niklu [1].Hliník má s ohľadom na tvorbuochranného oxidu na povrchu veľkústálosť aj pri korózii na vzduchu,podobne aj spájky typu AlSi. Avšakvzhľadom na nízky bod tavenia hliníkaa znižovanie jeho pevnosti sostúpajúcou teplotou, nedá sa koróznaodolnosť spájky typu AlSi pri <strong>pre</strong>vádzkeza vyšších teplôt využiť. Ichvyužitie na tvrdé spájkovanie je obmedzenéna teploty 150 až 200 °C.Spájkované spoje uhlíkových ocelí(trieda 12) a nízkolegovaných ocelí(tr. 13 až 16) spájkou AgCu používamev <strong>pre</strong>vádzke asi do 350 °C.Pri vyššej teplote koroduje, čo dobredokumentuje obr. 1 po expozícii600 °C/500 h.Pre nehrdzavejúce a žiarupevnéocele sa používajú spájky z drahýchkovov a spájky na báze niklu (napr.NiCrFeSiB), s koróznou odolnosťouaž do 800 °C. Obr. 2 však dokumentujezlú odolnosť sekundárnychfáz spájky NiCrSiB (označenieNi102, v minulosti CM 53) po expozícii700 °C/1000 h.Zliatiny NiCr (Nimonic) možno spájaťspájkami na báze Ni, podobne ajiné zliatiny niklu [2].Pri voľbe spájky <strong>pre</strong> korózne podmienkysa možno riadiť odolnosťoupríslušnej zliatiny uvádzanouv koróznych tabuľkách. Ak sa alepožadujú aj isté mechanické vlastnostispoja za tepla, je voľba obtiažnaa odporúča sa spoje skúšaťpri reálnej teplote a zaťažení. Soznížením pevnosti a koróznej odolnostitreba počítať vtedy, keď spájkamôže so základným materiálomvytvoriť fázu s nízkou teplotou taveniaalebo keď taká fáza vznikneúčinkom reakcie spoja s pracovnýmprostredím [2].Málokedy príde do úvahy použitiespájkovania výrobku určeného do<strong>pre</strong>vádzky v silne agresívnych plynoch,ako je chlorovodík, halogény,oxidy síry alebo dusíka.Spájka, ako kov iného chemickéhozloženia ako základný materiál, máprakticky vždy inú rýchlosť korózieako základný materiál.2 KORÓZNA ODOLNOSŤ TVRDOSPÁJKOVANÝCH SPOJOV MEDIA JEJ ZLIATIN [1]Treba rozlišovať koróziu rovnomernú(vyskytuje sa pri jednofázových zliatinách)a koróziu selektívnu (vyskytujesa pri viacfázových zliatináchZVÁRANIE-SVAŘOVÁNÍ | 9-10/2009 241