Vplyv zloženia ochrannej atmosféry na vybranétechnologické vlastnosti zvárania metódou MAGObr. 7 Oblasť stabilného skratového <strong>pre</strong>nosu (krátkeho oblúka) asprchového <strong>pre</strong>nosu pri zváraní v ochrane zmesi Atal 5 (Ar + 18 % CO 2) –koniec stabilného skratového <strong>pre</strong>nosu (krátkeho oblúka) 180 A, 21,3 V;začiatok sprchového <strong>pre</strong>nosu 272 A, 30,8 VIntensité (A) – prúd (A), Tension (V) – napätie (V), Short arc – krátky oblúk,Spray – sprchový <strong>pre</strong>nos, LB-Vol libre – dolná hranica „zakázaného“intervalu <strong>pre</strong>nosu voľným letom kvapiek, LH-Vol Libre – horná hranica„zakázaného“ intervalu <strong>pre</strong>nosu voľným letom kvapiekFig. 7 Zone of stable short-circuit transfer (short arc) and spray transfer inwelding in shielding of Atal 5 (Ar + 18 % CO 2) – end of stable short-circuittransfer (short arc) 180 A, 21.3 V; beginning of spray transfer 272 A, 30.8 VIntensité – current, Tension – voltage, LB-Vol libre – lower boundary of‘forbidden’ interval of free flight droplet transfer, LH-Vol libre – upperboundary of ‘forbidden’ interval of free flight droplet transferObr. 8 Oblasť stabilného skratového <strong>pre</strong>nosu (krátkeho oblúka) asprchového <strong>pre</strong>nosu pri zváraní v ochrane zmesi Atal 7 (Ar + 25 % CO 2) –koniec stabilného skratového <strong>pre</strong>nosu (krátkeho oblúka) 170 A, 21,7 V;začiatok sprchového <strong>pre</strong>nosu 280 A, 33 VIntensité (A) – prúd (A), Tension (V) – napätie (V), Short arc – krátky oblúk,Spray – sprchový <strong>pre</strong>nos, LB-Vol libre – dolná hranica „zakázaného“intervalu <strong>pre</strong>nosu voľným letom kvapiekFig. 8 Zone of stable short-circuit transfer (short arc) and spray transfer inwelding in shielding of Atal 7 (Ar + 25 % CO 2) – end of stable short-circuittransfer (short arc) 170 A, 21 V; beginning of spray transfer 280 A, 33 VIntensité – current, Tension – voltage, LB-Vol libre – lower boundary of‘forbidden’ interval of free flight droplet transferObr. 9 Oblasť stabilného skratového <strong>pre</strong>nosu (krátkeho oblúka) prizváraní v ochrane 100 % CO 2– koniec stabilného skratového <strong>pre</strong>nosu(krátkeho oblúka) 155 A, 22,8 VIntensité (A) – prúd (A), Tension (V) – napätie (V), Short arc – krátky oblúk,Spray – sprchový <strong>pre</strong>nos, LB-Vol libre – dolná hranica „zakázaného“intervalu <strong>pre</strong>nosu voľným letom kvapiekFig. 9 Zone of stable short-circuit transfer (short arc) pure CO 2gas – endof stable short-circuit transfer (short arc) 155 A, 22.8 VIntensité – current, Tension – voltage, LB-Vol libre – lower boundary of‘forbidden’ interval of free flight droplet transferObr. 10 Porovnanie všetkých skúšaných plynov s ohľadom na jednotlivéspôsoby <strong>pre</strong>nosu kovu oblúkom – zdroj prúdu SafMig 450S, indukčnosťzváracieho obvodu 2, prídavný materiál N70S priemeru 1 mm, polohazvárania PB, prietok plynu 18 l/min, výlet drôtu 15 mmIntensité (A) – prúd (A), Tension (V) – napätie (V)Fig. 10 Comparison of all tested gases with respect to single metaltransfer modes by the arc – SafMig 450S current source, inductance ofwelding circuit 2, N70S filler metal 1 mm in diameter, welding position PB,18 l/min gas flow rate, 15 mm wire stick-outIntensité – current, Tension – voltageskratového <strong>pre</strong>nosu (krátkeho oblúka)a začiatkom oblasti stability sprchového<strong>pre</strong>nosu. Okrem toho aj„zakázaný“ interval <strong>pre</strong>nosu voľnýmletom kvapiek je veľmi úzky (zváraniev intervale prúdu medzi dvomivertikálnymi čiarami na obr. 5 – vertikálnečiary platia len <strong>pre</strong> napätiavyššie ako je napätie stabilnéhoskratového <strong>pre</strong>nosu).ARCAL 21 (zmes Ar + 8 % CO 2)Ak porovnávame vplyv zmesí Arcal 14a Arcal 21 (obr. 6), je zrejmé že zmesArcal 21 ponúka podobný rozsah zváraciehoprúdu <strong>pre</strong> stabilný skratový<strong>pre</strong>nos (krátky oblúk). Sprchový <strong>pre</strong>nosvšak začína a končí pri vyššomnapätí a vyššom prúde. Je to zapríčinenévyšším obsahom CO 2a tiež absenciouO 2, ktorý má vplyv na viskozitukúpeľa (znižuje viskozitu, zvyšujetekutosť) a tiež na rozsah „zakázaného“intervalu <strong>pre</strong>nosu kovu voľnýmletom kvapiek (je širšia u zmesiARCAL 14 ako u zmesi ARCAL 21).ATAL 5 (zmes Ar + 18 % CO 2)Rastúci podiel CO 2v ochrannomplyne Atal 5 (18 % CO 2) znásobujezmeny <strong>pre</strong>nosu kovu (obr. 7) Znižujeo niečo hornú hranicu prúdu <strong>pre</strong> stabilnýskratový <strong>pre</strong>nos (krátky oblúk)a zvyšuje napätie a prúd na začiatkuaj konci sprchového <strong>pre</strong>nosu. Rozsah„zakázaného“ intervalu <strong>pre</strong>nosukovu voľným letom kvapiek pri zvýšenomnapätí je veľmi veľký.ATAL 7 (zmes Ar + 25 % CO 2)Použitie zmesi Atal 7, t. j. 25 % CO 2v Ar, ukazuje podobné tendencie(obr. 8) ako použitie zmesi Atal 5. Znižujeo niečo hornú hranicu prúdu <strong>pre</strong>stabilný skratový <strong>pre</strong>nos kovu (krátkyoblúk), zvyšuje prahové napätie <strong>pre</strong>sprchový <strong>pre</strong>nos kovu. Rozsah „zakázaného“intervalu <strong>pre</strong>nosu kovuvoľným letom kvapiek pri zvýšenomnapätí je obrovský, pričom jeho hornáhranica sa nedala identifikovať.Čistý CO 2Pri použití čistého CO 2sprchový <strong>pre</strong>noskovu nenastane (obr. 9). Súčasnesa aj interval parametrov <strong>pre</strong> krátkyoblúk zúži. Rovnako ako <strong>pre</strong> Atal7 horná hranica prúdu „zakázané-226 ZVÁRANIE-SVAŘOVÁNÍ | 9-10/2009
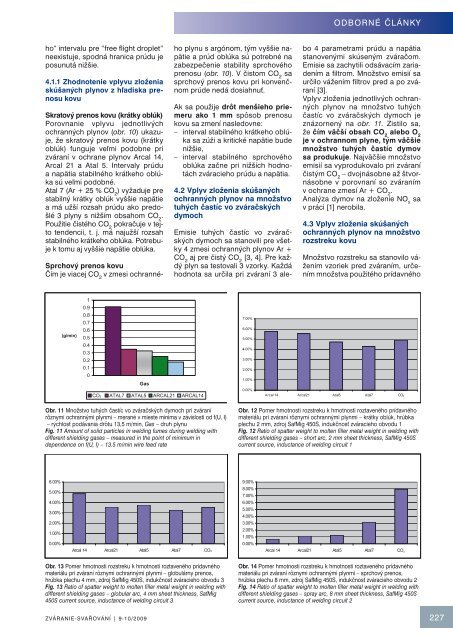
ODBORNÉ ČLÁNKYho“ intervalu <strong>pre</strong> “free flight droplet“neexistuje, spodná hranica prúdu jeposunutá nižšie.4.1.1 Zhodnotenie vplyvu zloženiaskúšaných plynov z hľadiska <strong>pre</strong>nosukovuSkratový <strong>pre</strong>nos kovu (krátky oblúk)Porovnanie vplyvu jednotlivýchochranných plynov (obr. 10) ukazuje,že skratový <strong>pre</strong>nos kovu (krátkyoblúk) funguje veľmi podobne prizváraní v ochrane plynov Arcal 14,Arcal 21 a Atal 5. Intervaly prúdua napätia stabilného krátkeho oblúkasú veľmi podobné.Atal 7 (Ar + 25 % CO 2) vyžaduje <strong>pre</strong>stabilný krátky oblúk vyššie napätiea má užší rozsah prúdu ako <strong>pre</strong>došlé3 plyny s nižším obsahom CO 2.Použitie čistého CO 2pokračuje v tejtotendencii, t. j. má najužší rozsahstabilného krátkeho oblúka. Potrebujek tomu aj vyššie napätie oblúka.Sprchový <strong>pre</strong>nos kovuČím je viacej CO 2v zmesi ochrannéhoplynu s argónom, tým vyššie napätiea prúd oblúka sú potrebné nazabezpečenie stability sprchového<strong>pre</strong>nosu (obr. 10). V čistom CO 2sasprchový <strong>pre</strong>nos kovu pri konvenčnomprúde nedá dosiahnuť.Ak sa použije drôt menšieho priemeruako 1 mm spôsob <strong>pre</strong>nosukovu sa zmení nasledovne:– interval stabilného krátkeho oblúkasa zúži a kritické napätie budenižšie,– interval stabilného sprchovéhooblúka začne pri nižších hodnotáchzváracieho prúdu a napätia.4.2 Vplyv zloženia skúšanýchochranných plynov na množstvotuhých častíc vo zváračskýchdymochEmisie tuhých častíc vo zváračskýchdymoch sa stanovili <strong>pre</strong> všetky4 zmesi ochranných plynov Ar +CO 2aj <strong>pre</strong> čistý CO 2[3, 4]. Pre každýplyn sa testovali 3 vzorky. Každáhodnota sa určila pri zváraní 3 alebo4 parametrami prúdu a napätiastanovenými skúseným zváračom.Emisie sa zachytili odsávacím zariadeníma filtrom. Množstvo emisií saurčilo vážením filtrov <strong>pre</strong>d a po zváraní[3].Vplyv zloženia jednotlivých ochrannýchplynov na množstvo tuhýchčastíc vo zváračských dymoch jeznázornený na obr. 11. Zistilo sa,že čím väčší obsah CO 2alebo O 2je v ochrannom plyne, tým väčšiemnožstvo tuhých častíc dymovsa produkuje. Najväčšie množstvoemisií sa vyprodukovalo pri zváraníčistým CO 2– dvojnásobne až štvornásobnev porovnaní so zváranímv ochrane zmesí Ar + CO 2.Analýza dymov na zloženie NO xsav práci [1] nerobila.4.3 Vplyv zloženia skúšanýchochranných plynov na množstvorozstreku kovuMnožstvo rozstreku sa stanovilo váženímvzoriek <strong>pre</strong>d zváraním, určenímmnožstva použitého prídavnéhoObr. 11 Množstvo tuhých častíc vo zváračských dymoch pri zváranírôznymi ochrannými plynmi – merané v mieste minima v závislosti od f(U, I)– rýchlosť podávania drôtu 13,5 m/min, Gas – druh plynuFig. 11 Amount of solid particles in welding fumes during welding withdifferent shielding gases – measured in the point of minimum independence on f(U, I) – 13.5 m/min wire feed rateObr. 12 Pomer hmotnosti rozstreku k hmotnosti roztaveného prídavnéhomateriálu pri zváraní rôznymi ochrannými plynmi – krátky oblúk, hrúbkaplechu 2 mm, zdroj SafMig 450S, indukčnosť zváracieho obvodu 1Fig. 12 Ratio of spatter weight to molten filler metal weight in welding withdifferent shielding gases – short arc, 2 mm sheet thickness, SafMig 450Scurrent source, inductance of welding circuit 1Obr. 13 Pomer hmotnosti rozstreku k hmotnosti roztaveného prídavnéhomateriálu pri zváraní rôznymi ochrannými plynmi – globulárny <strong>pre</strong>nos,hrúbka plechu 4 mm, zdroj SafMig 450S, indukčnosť zváracieho obvodu 3Fig. 13 Ratio of spatter weight to molten filler metal weight in welding withdifferent shielding gases – globular arc, 4 mm sheet thickness, SafMig450S current source, inductance of welding circuit 3Obr. 14 Pomer hmotnosti rozstreku k hmotnosti roztaveného prídavnéhomateriálu pri zváraní rôznymi ochrannými plynmi – sprchový <strong>pre</strong>nos,hrúbka plechu 8 mm, zdroj SafMig 450S, indukčnosť zváracieho obvodu 2Fig. 14 Ratio of spatter weight to molten filler metal weight in welding withdifferent shielding gases – spray arc, 8 mm sheet thickness, SafMig 450Scurrent source, inductance of welding circuit 2ZVÁRANIE-SVAŘOVÁNÍ | 9-10/2009 227