

Influence of the natural aluminium oxide layer on ... - ALU-WEB.DE
Influence of the natural aluminium oxide layer on ... - ALU-WEB.DE
Influence of the natural aluminium oxide layer on ... - ALU-WEB.DE

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Pulse and Volume (Level) C<strong>on</strong>trol methods<br />
are supported.<br />
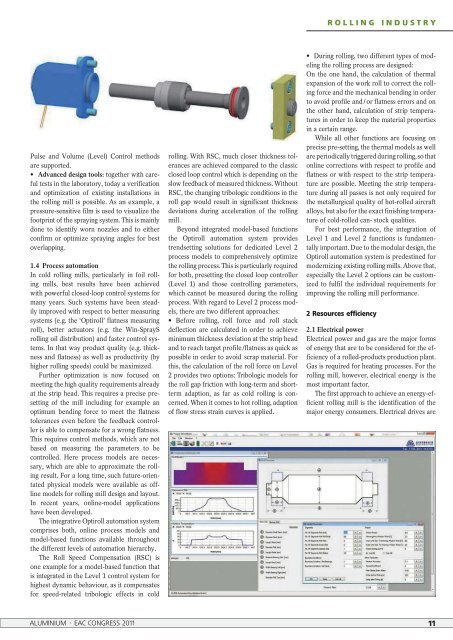
• Advanced design tools: toge<str<strong>on</strong>g>the</str<strong>on</strong>g>r with careful<br />
tests in <str<strong>on</strong>g>the</str<strong>on</strong>g> laboratory, today a verificati<strong>on</strong><br />
and optimizati<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g> existing installati<strong>on</strong>s in<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> rolling mill is possible. As an example, a<br />
pressure-sensitive film is used to visualize <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
footprint <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> spraying system. This is mainly<br />
d<strong>on</strong>e to identify worn nozzles and to ei<str<strong>on</strong>g>the</str<strong>on</strong>g>r<br />
c<strong>on</strong>firm or optimize spraying angles for best<br />
overlapping.<br />
1.4 Process automati<strong>on</strong><br />
In cold rolling mills, particularly in foil rolling<br />
mills, best results have been achieved<br />
with powerful closed-loop c<strong>on</strong>trol systems for<br />
many years. Such systems have been steadily<br />
improved with respect to better measuring<br />
systems (e.g. <str<strong>on</strong>g>the</str<strong>on</strong>g> ‘Optiroll’ flatness measuring<br />
roll), better actuators (e.g. <str<strong>on</strong>g>the</str<strong>on</strong>g> Win-SprayS<br />
rolling oil distributi<strong>on</strong>) and faster c<strong>on</strong>trol systems.<br />
In that way product quality (e.g. thickness<br />
and flatness) as well as productivity (by<br />
higher rolling speeds) could be maximized.<br />
Fur<str<strong>on</strong>g>the</str<strong>on</strong>g>r optimizati<strong>on</strong> is now focused <strong>on</strong><br />
meeting <str<strong>on</strong>g>the</str<strong>on</strong>g> high quality requirements already<br />
at <str<strong>on</strong>g>the</str<strong>on</strong>g> strip head. This requires a precise presetting<br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> mill including for example an<br />
optimum bending force to meet <str<strong>on</strong>g>the</str<strong>on</strong>g> flatness<br />
tolerances even before <str<strong>on</strong>g>the</str<strong>on</strong>g> feedback c<strong>on</strong>troller<br />
is able to compensate for a wr<strong>on</strong>g flatness.<br />
This requires c<strong>on</strong>trol methods, which are not<br />
based <strong>on</strong> measuring <str<strong>on</strong>g>the</str<strong>on</strong>g> parameters to be<br />
c<strong>on</strong>trolled. Here process models are necessary,<br />
which are able to approximate <str<strong>on</strong>g>the</str<strong>on</strong>g> rolling<br />
result. For a l<strong>on</strong>g time, such future-orientated<br />
physical models were available as <str<strong>on</strong>g>of</str<strong>on</strong>g>f-<br />
line models for rolling mill design and layout.<br />
In recent years, <strong>on</strong>line-model applicati<strong>on</strong>s<br />
have been developed.<br />
The integrative Optiroll automati<strong>on</strong> system<br />
comprises both, <strong>on</strong>line process models and<br />
model-based functi<strong>on</strong>s available throughout<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> different levels <str<strong>on</strong>g>of</str<strong>on</strong>g> automati<strong>on</strong> hierarchy.<br />
The Roll Speed Compensati<strong>on</strong> (RSC) is<br />
<strong>on</strong>e example for a model-based functi<strong>on</strong> that<br />
is integrated in <str<strong>on</strong>g>the</str<strong>on</strong>g> Level 1 c<strong>on</strong>trol system for<br />
highest dynamic behaviour, as it compensates<br />
for speed-related tribologic effects in cold<br />
rolling. With RSC, much closer thickness tolerances<br />
are achieved compared to <str<strong>on</strong>g>the</str<strong>on</strong>g> classic<br />
closed loop c<strong>on</strong>trol which is depending <strong>on</strong> <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
slow feedback <str<strong>on</strong>g>of</str<strong>on</strong>g> measured thickness. Without<br />
RSC, <str<strong>on</strong>g>the</str<strong>on</strong>g> changing tribologic c<strong>on</strong>diti<strong>on</strong>s in <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
roll gap would result in significant thickness<br />
deviati<strong>on</strong>s during accelerati<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> rolling<br />
mill.<br />
Bey<strong>on</strong>d integrated model-based functi<strong>on</strong>s<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> Optiroll automati<strong>on</strong> system provides<br />
trendsetting soluti<strong>on</strong>s for dedicated Level 2<br />
process models to comprehensively optimize<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> rolling process. This is particularly required<br />
for both, presetting <str<strong>on</strong>g>the</str<strong>on</strong>g> closed loop c<strong>on</strong>troller<br />
(Level 1) and those c<strong>on</strong>trolling parameters,<br />
which cannot be measured during <str<strong>on</strong>g>the</str<strong>on</strong>g> rolling<br />
process. With regard to Level 2 process models,<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g>re are two different approaches:<br />
• Before rolling, roll force and roll stack<br />
deflecti<strong>on</strong> are calculated in order to achieve<br />
minimum thickness deviati<strong>on</strong> at <str<strong>on</strong>g>the</str<strong>on</strong>g> strip head<br />
and to reach target pr<str<strong>on</strong>g>of</str<strong>on</strong>g>ile /flatness as quick as<br />
possible in order to avoid scrap material. For<br />
this, <str<strong>on</strong>g>the</str<strong>on</strong>g> calculati<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> roll force <strong>on</strong> Level<br />
2 provides two opti<strong>on</strong>s: Tribologic models for<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> roll gap fricti<strong>on</strong> with l<strong>on</strong>g-term and shortterm<br />
adapti<strong>on</strong>, as far as cold rolling is c<strong>on</strong>cerned.<br />
When it comes to hot rolling, adapti<strong>on</strong><br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> flow stress strain curves is applied.<br />
ROLLING INDUSTRY<br />
• During rolling, two different types <str<strong>on</strong>g>of</str<strong>on</strong>g> modeling<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> rolling process are designed:<br />
On <str<strong>on</strong>g>the</str<strong>on</strong>g> <strong>on</strong>e hand, <str<strong>on</strong>g>the</str<strong>on</strong>g> calculati<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g>rmal<br />
expansi<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> work roll to correct <str<strong>on</strong>g>the</str<strong>on</strong>g> rolling<br />
force and <str<strong>on</strong>g>the</str<strong>on</strong>g> mechanical bending in order<br />
to avoid pr<str<strong>on</strong>g>of</str<strong>on</strong>g>ile and / or flatness errors and <strong>on</strong><br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> o<str<strong>on</strong>g>the</str<strong>on</strong>g>r hand, calculati<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g> strip temperatures<br />
in order to keep <str<strong>on</strong>g>the</str<strong>on</strong>g> material properties<br />
in a certain range.<br />
While all o<str<strong>on</strong>g>the</str<strong>on</strong>g>r functi<strong>on</strong>s are focusing <strong>on</strong><br />
precise pre-setting, <str<strong>on</strong>g>the</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g>rmal models as well<br />
are periodically triggered during rolling, so that<br />
<strong>on</strong>line correcti<strong>on</strong>s with respect to pr<str<strong>on</strong>g>of</str<strong>on</strong>g>ile and<br />
flatness or with respect to <str<strong>on</strong>g>the</str<strong>on</strong>g> strip temperature<br />
are possible. Meeting <str<strong>on</strong>g>the</str<strong>on</strong>g> strip temperature<br />
during all passes is not <strong>on</strong>ly required for<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> metallurgical quality <str<strong>on</strong>g>of</str<strong>on</strong>g> hot-rolled aircraft<br />
alloys, but also for <str<strong>on</strong>g>the</str<strong>on</strong>g> exact finishing temperature<br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> cold-rolled can- stock qualities.<br />
For best performance, <str<strong>on</strong>g>the</str<strong>on</strong>g> integrati<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g><br />
Level 1 and Level 2 functi<strong>on</strong>s is fundamentally<br />
important. Due to <str<strong>on</strong>g>the</str<strong>on</strong>g> modular design, <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
Optiroll automati<strong>on</strong> system is predestined for<br />
modernizing existing rolling mills. Above that,<br />
especially <str<strong>on</strong>g>the</str<strong>on</strong>g> Level 2 opti<strong>on</strong>s can be customized<br />
to fulfil <str<strong>on</strong>g>the</str<strong>on</strong>g> individual requirements for<br />
improving <str<strong>on</strong>g>the</str<strong>on</strong>g> rolling mill performance.<br />
2 Resources efficiency<br />
2.1 Electrical power<br />
Electrical power and gas are <str<strong>on</strong>g>the</str<strong>on</strong>g> major forms<br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> energy that are to be c<strong>on</strong>sidered for <str<strong>on</strong>g>the</str<strong>on</strong>g> efficiency<br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> a rolled-products producti<strong>on</strong> plant.<br />
Gas is required for heating processes. For <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
rolling mill, however, electrical energy is <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
most important factor.<br />
The first approach to achieve an energy-efficient<br />
rolling mill is <str<strong>on</strong>g>the</str<strong>on</strong>g> identificati<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
major energy c<strong>on</strong>sumers. Electrical drives are<br />
<strong>ALU</strong>MINIUM · EAC CONGRESS 2011 11













