

Influence of the natural aluminium oxide layer on ... - ALU-WEB.DE
Influence of the natural aluminium oxide layer on ... - ALU-WEB.DE
Influence of the natural aluminium oxide layer on ... - ALU-WEB.DE

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
EXTRUSION<br />
Integrated processing <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>aluminium</str<strong>on</strong>g><br />
pr<str<strong>on</strong>g>of</str<strong>on</strong>g>iles subsequent to hot extrusi<strong>on</strong><br />
A. Jäger, N. Ben Khalifa, A.E. Tekkaya, Institute <str<strong>on</strong>g>of</str<strong>on</strong>g> Forming Technology<br />
and Lightweight C<strong>on</strong>structi<strong>on</strong>, TU Dortmund University, Dortmund, Germany<br />
Strategies <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g>rmo-mechanical processing<br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>aluminium</str<strong>on</strong>g> pr<str<strong>on</strong>g>of</str<strong>on</strong>g>iles subsequent to<br />
hot extrusi<strong>on</strong> were developed and tested.<br />
By using <str<strong>on</strong>g>the</str<strong>on</strong>g> process heat <str<strong>on</strong>g>of</str<strong>on</strong>g> extrusi<strong>on</strong> for<br />
subsequent forming and heat treatment<br />
steps, process chains for <str<strong>on</strong>g>the</str<strong>on</strong>g> producti<strong>on</strong><br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> graded <str<strong>on</strong>g>aluminium</str<strong>on</strong>g> pr<str<strong>on</strong>g>of</str<strong>on</strong>g>iles were developed<br />
and realized <strong>on</strong> an experimental<br />
scale. Due to <str<strong>on</strong>g>the</str<strong>on</strong>g> geometric limitati<strong>on</strong>s,<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> technology <str<strong>on</strong>g>of</str<strong>on</strong>g> realizing a grading in<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> geometry <str<strong>on</strong>g>of</str<strong>on</strong>g> open and hollow pr<str<strong>on</strong>g>of</str<strong>on</strong>g>iles<br />
is different. Therefore, two innovative<br />
c<strong>on</strong>cepts for <str<strong>on</strong>g>the</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g>rmo-mechanical<br />
processing <str<strong>on</strong>g>of</str<strong>on</strong>g> open and hollow secti<strong>on</strong>s<br />
were developed, allowing electromagnetic<br />
compressi<strong>on</strong> and rolling to become<br />
integrated within <str<strong>on</strong>g>the</str<strong>on</strong>g> process chains. Possible<br />
applicati<strong>on</strong>s are seen in producing<br />
functi<strong>on</strong>ally graded products with locally<br />
adapted properties.<br />
C<strong>on</strong>venti<strong>on</strong>al hot metal extrusi<strong>on</strong> is used to<br />
produce straight, semi-finished products in<br />
mass producti<strong>on</strong> (Laue and Stenger, 1976) with<br />
a c<strong>on</strong>stant cross secti<strong>on</strong> over <str<strong>on</strong>g>the</str<strong>on</strong>g> length and<br />
homogeneous mechanical and micro-structural<br />
properties (Hall and Mudawar, 1996).<br />
Aluminium secti<strong>on</strong>s are frequently used as<br />
c<strong>on</strong>structi<strong>on</strong> elements. Generally, <str<strong>on</strong>g>the</str<strong>on</strong>g> loading<br />
c<strong>on</strong>diti<strong>on</strong>s <str<strong>on</strong>g>of</str<strong>on</strong>g> structure elements in technical<br />
c<strong>on</strong>structi<strong>on</strong>s differ locally. The c<strong>on</strong>stant cross<br />
Fig. 2: C<strong>on</strong>cept <str<strong>on</strong>g>of</str<strong>on</strong>g> extrusi<strong>on</strong> and subsequent forming by rollers (schematic)<br />
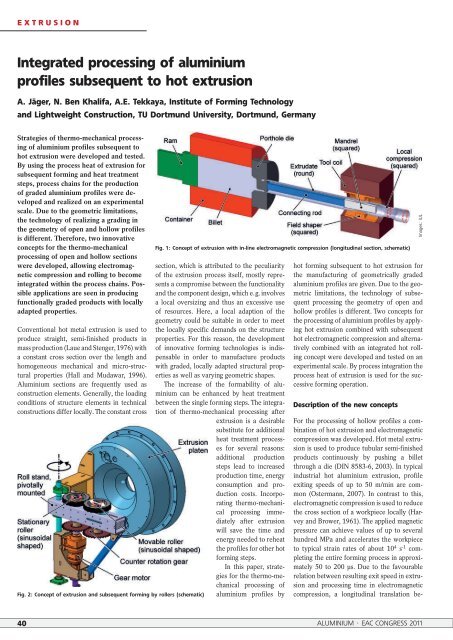
Fig. 1: C<strong>on</strong>cept <str<strong>on</strong>g>of</str<strong>on</strong>g> extrusi<strong>on</strong> with in-line electromagnetic compressi<strong>on</strong> (l<strong>on</strong>gitudinal secti<strong>on</strong>, schematic)<br />
secti<strong>on</strong>, which is attributed to <str<strong>on</strong>g>the</str<strong>on</strong>g> peculiarity<br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> extrusi<strong>on</strong> process itself, mostly represents<br />
a compromise between <str<strong>on</strong>g>the</str<strong>on</strong>g> functi<strong>on</strong>ality<br />
and <str<strong>on</strong>g>the</str<strong>on</strong>g> comp<strong>on</strong>ent design, which e. g. involves<br />
a local oversizing and thus an excessive use<br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> resources. Here, a local adapti<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
geometry could be suitable in order to meet<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> locally specific demands <strong>on</strong> <str<strong>on</strong>g>the</str<strong>on</strong>g> structure<br />
properties. For this reas<strong>on</strong>, <str<strong>on</strong>g>the</str<strong>on</strong>g> development<br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> innovative forming technologies is indispensable<br />
in order to manufacture products<br />
with graded, locally adapted structural properties<br />
as well as varying geometric shapes.<br />
The increase <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> formability <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>aluminium</str<strong>on</strong>g><br />
can be enhanced by heat treatment<br />
between <str<strong>on</strong>g>the</str<strong>on</strong>g> single forming steps. The integrati<strong>on</strong><br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g>rmo-mechanical processing after<br />
extrusi<strong>on</strong> is a desirable<br />
substitute for additi<strong>on</strong>al<br />
heat treatment processes<br />
for several reas<strong>on</strong>s:<br />
additi<strong>on</strong>al producti<strong>on</strong><br />
steps lead to increased<br />
producti<strong>on</strong> time, energy<br />
c<strong>on</strong>sumpti<strong>on</strong> and producti<strong>on</strong><br />
costs. Incorporating<str<strong>on</strong>g>the</str<strong>on</strong>g>rmo-mechanical<br />
processing immediately<br />
after extrusi<strong>on</strong><br />
will save <str<strong>on</strong>g>the</str<strong>on</strong>g> time and<br />
energy needed to reheat<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> pr<str<strong>on</strong>g>of</str<strong>on</strong>g>iles for o<str<strong>on</strong>g>the</str<strong>on</strong>g>r hot<br />
forming steps.<br />
In this paper, strategies<br />
for <str<strong>on</strong>g>the</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g>rmo-mechanical<br />
processing <str<strong>on</strong>g>of</str<strong>on</strong>g><br />
<str<strong>on</strong>g>aluminium</str<strong>on</strong>g> pr<str<strong>on</strong>g>of</str<strong>on</strong>g>iles by<br />
hot forming subsequent to hot extrusi<strong>on</strong> for<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> manufacturing <str<strong>on</strong>g>of</str<strong>on</strong>g> geometrically graded<br />
<str<strong>on</strong>g>aluminium</str<strong>on</strong>g> pr<str<strong>on</strong>g>of</str<strong>on</strong>g>iles are given. Due to <str<strong>on</strong>g>the</str<strong>on</strong>g> geometric<br />
limitati<strong>on</strong>s, <str<strong>on</strong>g>the</str<strong>on</strong>g> technology <str<strong>on</strong>g>of</str<strong>on</strong>g> subsequent<br />
processing <str<strong>on</strong>g>the</str<strong>on</strong>g> geometry <str<strong>on</strong>g>of</str<strong>on</strong>g> open and<br />
hollow pr<str<strong>on</strong>g>of</str<strong>on</strong>g>iles is different. Two c<strong>on</strong>cepts for<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> processing <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>aluminium</str<strong>on</strong>g> pr<str<strong>on</strong>g>of</str<strong>on</strong>g>iles by applying<br />
hot extrusi<strong>on</strong> combined with subsequent<br />
hot electromagnetic compressi<strong>on</strong> and alternatively<br />
combined with an integrated hot rolling<br />
c<strong>on</strong>cept were developed and tested <strong>on</strong> an<br />
experimental scale. By process integrati<strong>on</strong> <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
process heat <str<strong>on</strong>g>of</str<strong>on</strong>g> extrusi<strong>on</strong> is used for <str<strong>on</strong>g>the</str<strong>on</strong>g> successive<br />
forming operati<strong>on</strong>.<br />
Descripti<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> new c<strong>on</strong>cepts<br />
For <str<strong>on</strong>g>the</str<strong>on</strong>g> processing <str<strong>on</strong>g>of</str<strong>on</strong>g> hollow pr<str<strong>on</strong>g>of</str<strong>on</strong>g>iles a combinati<strong>on</strong><br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> hot extrusi<strong>on</strong> and electromagnetic<br />
compressi<strong>on</strong> was developed. Hot metal extrusi<strong>on</strong><br />
is used to produce tubular semi-finished<br />
products c<strong>on</strong>tinuously by pushing a billet<br />
through a die (DIN 8583-6, 2003). In typical<br />
industrial hot <str<strong>on</strong>g>aluminium</str<strong>on</strong>g> extrusi<strong>on</strong>, pr<str<strong>on</strong>g>of</str<strong>on</strong>g>ile<br />
exiting speeds <str<strong>on</strong>g>of</str<strong>on</strong>g> up to 50 m/min are comm<strong>on</strong><br />
(Ostermann, 2007). In c<strong>on</strong>trast to this,<br />
electromagnetic compressi<strong>on</strong> is used to reduce<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> cross secti<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g> a workpiece locally (Harvey<br />
and Brower, 1961). The applied magnetic<br />
pressure can achieve values <str<strong>on</strong>g>of</str<strong>on</strong>g> up to several<br />
hundred MPa and accelerates <str<strong>on</strong>g>the</str<strong>on</strong>g> workpiece<br />
to typical strain rates <str<strong>on</strong>g>of</str<strong>on</strong>g> about 10 4 s -1 completing<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> entire forming process in approximately<br />
50 to 200 μs. Due to <str<strong>on</strong>g>the</str<strong>on</strong>g> favourable<br />
relati<strong>on</strong> between resulting exit speed in extrusi<strong>on</strong><br />
and processing time in electromagnetic<br />
compressi<strong>on</strong>, a l<strong>on</strong>gitudinal translati<strong>on</strong> be-<br />
40 <strong>ALU</strong>MINIUM · EAC CONGRESS 2011<br />
Images: IUL













