

Influence of the natural aluminium oxide layer on ... - ALU-WEB.DE
Influence of the natural aluminium oxide layer on ... - ALU-WEB.DE
Influence of the natural aluminium oxide layer on ... - ALU-WEB.DE

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
EXTRUSION<br />
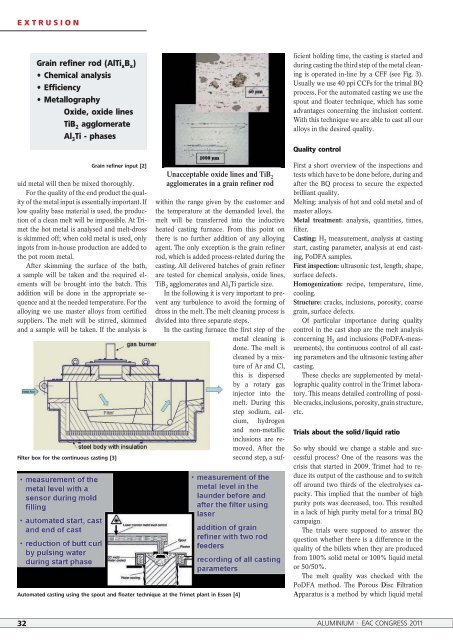
Grain refiner rod (AlTixBx )<br />
• Chemical analysis<br />
• Efficiency<br />
• Metallography<br />
Oxide, <str<strong>on</strong>g>oxide</str<strong>on</strong>g> lines<br />
TiB2 agglomerate<br />
Al3Ti - phases<br />
Grain refiner input [2]<br />
uid metal will <str<strong>on</strong>g>the</str<strong>on</strong>g>n be mixed thoroughly.<br />
For <str<strong>on</strong>g>the</str<strong>on</strong>g> quality <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> end product <str<strong>on</strong>g>the</str<strong>on</strong>g> quality<br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> metal input is essentially important. If<br />
low quality base material is used, <str<strong>on</strong>g>the</str<strong>on</strong>g> producti<strong>on</strong><br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> a clean melt will be impossible. At Trimet<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> hot metal is analysed and melt-dross<br />
is skimmed <str<strong>on</strong>g>of</str<strong>on</strong>g>f; when cold metal is used, <strong>on</strong>ly<br />
ingots from in-house producti<strong>on</strong> are added to<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> pot room metal.<br />
After skimming <str<strong>on</strong>g>the</str<strong>on</strong>g> surface <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> bath,<br />
a sample will be taken and <str<strong>on</strong>g>the</str<strong>on</strong>g> required elements<br />
will be brought into <str<strong>on</strong>g>the</str<strong>on</strong>g> batch. This<br />
additi<strong>on</strong> will be d<strong>on</strong>e in <str<strong>on</strong>g>the</str<strong>on</strong>g> appropriate sequence<br />
and at <str<strong>on</strong>g>the</str<strong>on</strong>g> needed temperature. For <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
alloying we use master alloys from certified<br />
suppliers. The melt will be stirred, skimmed<br />
and a sample will be taken. If <str<strong>on</strong>g>the</str<strong>on</strong>g> analysis is<br />
Filter box for <str<strong>on</strong>g>the</str<strong>on</strong>g> c<strong>on</strong>tinuous casting [3]<br />
Unacceptable <str<strong>on</strong>g>oxide</str<strong>on</strong>g> lines and TiB 2<br />
agglomerates in a grain refiner rod<br />
within <str<strong>on</strong>g>the</str<strong>on</strong>g> range given by <str<strong>on</strong>g>the</str<strong>on</strong>g> customer and<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> temperature at <str<strong>on</strong>g>the</str<strong>on</strong>g> demanded level, <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
melt will be transferred into <str<strong>on</strong>g>the</str<strong>on</strong>g> inductive<br />
heated casting furnace. From this point <strong>on</strong><br />
<str<strong>on</strong>g>the</str<strong>on</strong>g>re is no fur<str<strong>on</strong>g>the</str<strong>on</strong>g>r additi<strong>on</strong> <str<strong>on</strong>g>of</str<strong>on</strong>g> any alloying<br />
agent. The <strong>on</strong>ly excepti<strong>on</strong> is <str<strong>on</strong>g>the</str<strong>on</strong>g> grain refiner<br />
rod, which is added process-related during <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
casting. All delivered batches <str<strong>on</strong>g>of</str<strong>on</strong>g> grain refiner<br />
are tested for chemical analysis, <str<strong>on</strong>g>oxide</str<strong>on</strong>g> lines,<br />
TiB 2 agglomerates and Al 3Ti particle size.<br />
In <str<strong>on</strong>g>the</str<strong>on</strong>g> following it is very important to prevent<br />
any turbulence to avoid <str<strong>on</strong>g>the</str<strong>on</strong>g> forming <str<strong>on</strong>g>of</str<strong>on</strong>g><br />
dross in <str<strong>on</strong>g>the</str<strong>on</strong>g> melt. The melt cleaning process is<br />
divided into three separate steps.<br />
In <str<strong>on</strong>g>the</str<strong>on</strong>g> casting furnace <str<strong>on</strong>g>the</str<strong>on</strong>g> first step <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
metal cleaning is<br />
d<strong>on</strong>e. The melt is<br />
cleaned by a mixture<br />
<str<strong>on</strong>g>of</str<strong>on</strong>g> Ar and Cl,<br />
this is dispersed<br />
by a rotary gas<br />
injector into <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
melt. During this<br />
step sodium, calcium,<br />
hydrogen<br />
and n<strong>on</strong>-metallic<br />
inclusi<strong>on</strong>s are removed.<br />
After <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
sec<strong>on</strong>d step, a suf-<br />
Automated casting using <str<strong>on</strong>g>the</str<strong>on</strong>g> spout and floater technique at <str<strong>on</strong>g>the</str<strong>on</strong>g> Trimet plant in Essen [4]<br />
ficient holding time, <str<strong>on</strong>g>the</str<strong>on</strong>g> casting is started and<br />
during casting <str<strong>on</strong>g>the</str<strong>on</strong>g> third step <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> metal cleaning<br />
is operated in-line by a CFF (see Fig. 3).<br />
Usually we use 40 ppi CCFs for <str<strong>on</strong>g>the</str<strong>on</strong>g> trimal BQ<br />
process. For <str<strong>on</strong>g>the</str<strong>on</strong>g> automated casting we use <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
spout and floater technique, which has some<br />
advantages c<strong>on</strong>cerning <str<strong>on</strong>g>the</str<strong>on</strong>g> inclusi<strong>on</strong> c<strong>on</strong>tent.<br />
With this technique we are able to cast all our<br />
alloys in <str<strong>on</strong>g>the</str<strong>on</strong>g> desired quality.<br />
Quality c<strong>on</strong>trol<br />
First a short overview <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> inspecti<strong>on</strong>s and<br />
tests which have to be d<strong>on</strong>e before, during and<br />
after <str<strong>on</strong>g>the</str<strong>on</strong>g> BQ process to secure <str<strong>on</strong>g>the</str<strong>on</strong>g> expected<br />
brilliant quality.<br />
Melting: analysis <str<strong>on</strong>g>of</str<strong>on</strong>g> hot and cold metal and <str<strong>on</strong>g>of</str<strong>on</strong>g><br />
master alloys.<br />
Metal treatment: analysis, quantities, times,<br />
filter.<br />
Casting: H 2 measurement, analysis at casting<br />
start, casting parameter, analysis at end casting,<br />
PoDFA samples.<br />
First inspecti<strong>on</strong>: ultras<strong>on</strong>ic test, length, shape,<br />
surface defects.<br />
Homogenizati<strong>on</strong>: recipe, temperature, time,<br />
cooling.<br />
Structure: cracks, inclusi<strong>on</strong>s, porosity, coarse<br />
grain, surface defects.<br />
Of particular importance during quality<br />
c<strong>on</strong>trol in <str<strong>on</strong>g>the</str<strong>on</strong>g> cast shop are <str<strong>on</strong>g>the</str<strong>on</strong>g> melt analysis<br />
c<strong>on</strong>cerning H 2 and inclusi<strong>on</strong>s (PoDFA-measurements),<br />
<str<strong>on</strong>g>the</str<strong>on</strong>g> c<strong>on</strong>tinuous c<strong>on</strong>trol <str<strong>on</strong>g>of</str<strong>on</strong>g> all casting<br />
parameters and <str<strong>on</strong>g>the</str<strong>on</strong>g> ultras<strong>on</strong>ic testing after<br />
casting.<br />
These checks are supplemented by metallographic<br />
quality c<strong>on</strong>trol in <str<strong>on</strong>g>the</str<strong>on</strong>g> Trimet laboratory.<br />
This means detailed c<strong>on</strong>trolling <str<strong>on</strong>g>of</str<strong>on</strong>g> possible<br />
cracks, inclusi<strong>on</strong>s, porosity, grain structure,<br />
etc.<br />
Trials about <str<strong>on</strong>g>the</str<strong>on</strong>g> solid / liquid ratio<br />
So why should we change a stable and successful<br />
process? One <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> reas<strong>on</strong>s was <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
crisis that started in 2009. Trimet had to reduce<br />
its output <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> casthouse and to switch<br />
<str<strong>on</strong>g>of</str<strong>on</strong>g>f around two thirds <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> electrolyses capacity.<br />
This implied that <str<strong>on</strong>g>the</str<strong>on</strong>g> number <str<strong>on</strong>g>of</str<strong>on</strong>g> high<br />
purity pots was decreased, too. This resulted<br />
in a lack <str<strong>on</strong>g>of</str<strong>on</strong>g> high purity metal for a trimal BQ<br />
campaign.<br />
The trials were supposed to answer <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
questi<strong>on</strong> whe<str<strong>on</strong>g>the</str<strong>on</strong>g>r <str<strong>on</strong>g>the</str<strong>on</strong>g>re is a difference in <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
quality <str<strong>on</strong>g>of</str<strong>on</strong>g> <str<strong>on</strong>g>the</str<strong>on</strong>g> billets when <str<strong>on</strong>g>the</str<strong>on</strong>g>y are produced<br />
from 100% solid metal or 100% liquid metal<br />
or 50/50%.<br />
The melt quality was checked with <str<strong>on</strong>g>the</str<strong>on</strong>g><br />
PoDFA method. The Porous Disc Filtrati<strong>on</strong><br />
Apparatus is a method by which liquid metal<br />
32 <strong>ALU</strong>MINIUM · EAC CONGRESS 2011













