

Download - UPN Jatim Repository - "Veteran" Jawa Timur
Download - UPN Jatim Repository - "Veteran" Jawa Timur
Download - UPN Jatim Repository - "Veteran" Jawa Timur

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
didinginkan secara perlahan-lahan untuk mengeluarkan tegangan yang<br />
terjadi pada bahan dan memperkecil perubahan selama proses nitrid<br />
karena tidak dilakukan pendinginan tiba-tiba. Baja tidak akan rusak dari<br />
perubahan yang terjadi dari pendinginan yang tiba-tiba.<br />
Hal-hal yang terpenting dari proses nitrid adalah sebagai berikut.<br />
1) Proses menitrid yang terdiri dan pemanasan peralatan pada suhu 500°C<br />
yang dilakukan dalam sirkulasi yang tetap dari gas amoniak yang<br />
lamanya di atas 100 Jam. Tingkat awal dari proses nitrid adalah<br />
menghasilkan lapisan yang tebalnya sekitar 0,1 mm dalam waktu 10 jam.<br />
Tetapi, apabila proses diteruskan maka kecepatan perembesan (penetrasi)<br />
berkurang. Proses tersebut memerlukan waktu sekitar 100 jam untuk<br />
memperoleh ketebalan lapisan sekitar 0.7 mm.<br />
Selama proses nitrid peralatan dimasukkan ke dalam tromol (boks)<br />
tertutup rapat yang hanya dapat memasukkan dan mengeluarkan<br />
amoniak. Selanjutnya, peralatan dipanaskan dari luar dengan gas. Pada<br />
penyelesain pemanasan, amoniak tetap mengadakan sirkulasi sampai<br />
suhu turun pada sekitar I50°C. Kemudian tromol dibuka dan dilakukan<br />
pendinginan sccara lengkap di udara. Setelah pengerjaan ini, komponen<br />
dapat dipukul (ditcmpa) apabila diperlukan untuk mengeluarkan lapisanlapisan<br />
tipis yang dihasilkan pada permukaan komponen.<br />
105<br />
2) Untuk menjaga daerah permukaan komponen tetap lunak maka<br />
komponen dapat dilapisi dengan timah, tembaga atau nikel atau<br />
menggunakan bahan, pelapis yang sesuai. Hal itu bertujuan untuk<br />
memperoleh lapisan endapan yang tebalnya sekitar 0,07 mm. Penitridan<br />
ini menyebabkan tcrjadinya pertambahan diameter sekitar 0,02 - 0,05<br />
mm atau sekitar 0,015 mm pada penampang sisi siku-sikunya. Untuk<br />
pengerjaan penyelesaian yang teliti biasanya dibolehkan diberikan batas<br />
kelonggaran pada permukaan kokomponen diantara 0,02 – 0,07 mm.<br />
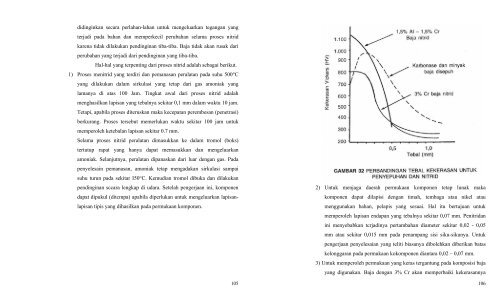
3) Untuk memperoleh permukaan yang keras tergantung pada komposisi baja<br />
yang digunakan. Baja dengan 3% Cr akan memperbaiki kekerasannya<br />
106













