MANUAL TÉCNICO - Mahle.com
MANUAL TÉCNICO - Mahle.com
MANUAL TÉCNICO - Mahle.com

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Cobertura PVD –<br />
Nitreto de Cromo (CrN)<br />
Camada de interface<br />
<strong>com</strong> Cromo Normal<br />
Metal Base –<br />
Aço Nitretado<br />
104<br />
►<br />
►<br />
►<br />
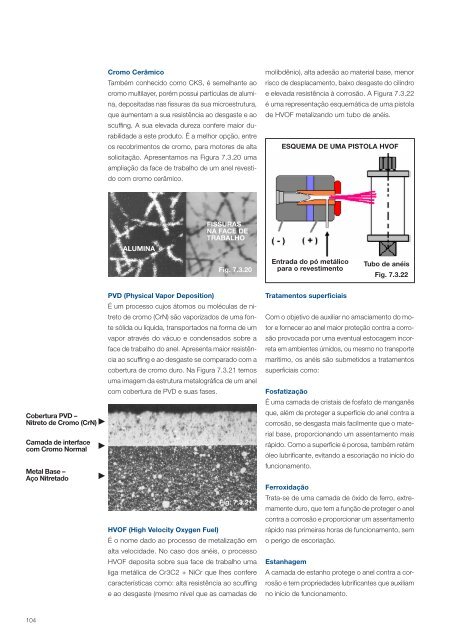
Cromo Cerâmico<br />
Também conhecido <strong>com</strong>o CKS, é semelhante ao<br />
cromo multilayer, porém possui partículas de alumi-<br />
na, depositadas nas fissuras da sua microestrutura,<br />
que aumentam a sua resistência ao desgaste e ao<br />
scuffing. A sua elevada dureza confere maior du-<br />
rabilidade a este produto. É a melhor opção, entre<br />
os recobrimentos de cromo, para motores de alta<br />
solicitação. Apresentamos na Figura 7.3.20 uma<br />
ampliação da face de trabalho de um anel revesti-<br />
do <strong>com</strong> cromo cerâmico.<br />
ALUMINA<br />
PVD (Physical Vapor Deposition)<br />
FISSURAS<br />
NA FACE DE<br />
TRABALHO<br />
É um processo cujos átomos ou moléculas de ni-<br />
treto de cromo (CrN) são vaporizados de uma fon-<br />
te sólida ou líquida, transportados na forma de um<br />
vapor através do vácuo e condensados sobre a<br />
face de trabalho do anel. Apresenta maior resistên-<br />
cia ao scuffing e ao desgaste se <strong>com</strong>parado <strong>com</strong> a<br />
cobertura de cromo duro. Na Figura 7.3.21 temos<br />
uma imagem da estrutura metalográfica de um anel<br />
<strong>com</strong> cobertura de PVD e suas fases.<br />
HVOF (High Velocity Oxygen Fuel)<br />
Fig. 7.3.20<br />
Fig. 7.3.21<br />
É o nome dado ao processo de metalização em<br />
alta velocidade. No caso dos anéis, o processo<br />
HVOF deposita sobre sua face de trabalho uma<br />
liga metálica de Cr3C2 + NiCr que lhes confere<br />
características <strong>com</strong>o: alta resistência ao scuffing<br />
e ao desgaste (mesmo nível que as camadas de<br />
molibdênio), alta adesão ao material base, menor<br />
risco de desplacamento, baixo desgaste do cilindro<br />
e elevada resistência à corrosão. A Figura 7.3.22<br />
é uma representação esquemática de uma pistola<br />
de HVOF metalizando um tubo de anéis.<br />
ESQUEMA DE UMA PISTOLA HVOF<br />
Entrada do pó metálico<br />
para o revestimento<br />
Tratamentos superficiais<br />
Com o objetivo de auxiliar no amaciamento do mo-<br />
tor e fornecer ao anel maior proteção contra a corro-<br />
são provocada por uma eventual estocagem incor-<br />
reta em ambientes úmidos, ou mesmo no transporte<br />
marítimo, os anéis são submetidos a tratamentos<br />
superficiais <strong>com</strong>o:<br />
Fosfatização<br />
É uma camada de cristais de fosfato de manganês<br />
que, além de proteger a superfície do anel contra a<br />
corrosão, se desgasta mais facilmente que o mate-<br />
rial base, proporcionando um assentamento mais<br />
rápido. Como a superfície é porosa, também retém<br />
óleo lubrificante, evitando a escoriação no início do<br />
funcionamento.<br />
Ferroxidação<br />
Trata-se de uma camada de óxido de ferro, extre-<br />
mamente duro, que tem a função de proteger o anel<br />
contra a corrosão e proporcionar um assentamento<br />
rápido nas primeiras horas de funcionamento, sem<br />
o perigo de escoriação.<br />
Estanhagem<br />
A camada de estanho protege o anel contra a cor-<br />
rosão e tem propriedades lubrificantes que auxiliam<br />
no início de funcionamento.<br />
Tubo de anéis<br />
Fig. 7.3.22






![[PDF] MAHLE Powertrain â Company Overview - Mahle.com](https://img.yumpu.com/13696795/1/190x135/pdf-mahle-powertrain-a-company-overview-mahlecom.jpg?quality=85)