æ¯è»æè¡è³æï¼PDFçï¼12.11.01ç¾å¨ - å°åæ¯è»å·¥æ¥
æ¯è»æè¡è³æï¼PDFçï¼12.11.01ç¾å¨ - å°åæ¯è»å·¥æ¥
æ¯è»æè¡è³æï¼PDFçï¼12.11.01ç¾å¨ - å°åæ¯è»å·¥æ¥

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
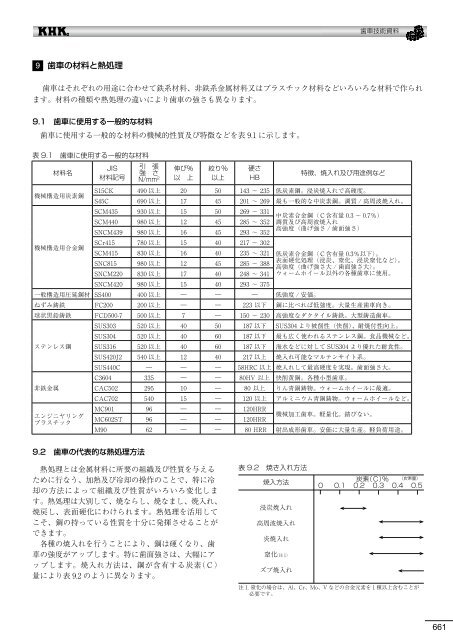
歯 車 技 術 資 料9 歯 車 の 材 料 と 熱 処 理歯 車 はそれぞれの 用 途 に 合 わせて 鉄 系 材 料 、 非 鉄 系 金 属 材 料 又 はプラスチック 材 料 などいろいろな 材 料 で 作 られます。 材 料 の 種 類 や 熱 処 理 の 違 いにより 歯 車 の 強 さも 異 なります。9.1 歯 車 に 使 用 する 一 般 的 な 材 料歯 車 に 使 用 する 一 般 的 な 材 料 の 機 械 的 性 質 及 び 特 徴 などを 表 9.1 に 示 します。表 9.1 歯 車 に 使 用 する 一 般 的 な 材 料材 料 名JIS材 料 記 号引 張強 さN/mm 2伸 び%以 上絞 り%以 上硬 さHB特 徴 、 焼 入 れ 及 び 用 途 例 など機 械 構 造 用 炭 素 鋼S15CK 490 以 上 20 50 143 ~ 235 低 炭 素 鋼 。 浸 炭 焼 入 れで 高 硬 度 。S45C 690 以 上 17 45 201 ~ 269 最 も 一 般 的 な 中 炭 素 鋼 。 調 質 / 高 周 波 焼 入 れ。SCM435 930 以 上 15 50 269 ~ 331中 炭 素 合 金 鋼 (C 含 有 量 0.3 ~ 0.7%)SCM440 980 以 上 12 45 285 ~ 352 調 質 及 び 高 周 波 焼 入 れSNCM439 980 以 上 16 45 293 ~ 352高 強 度 ( 曲 げ 強 さ / 歯 面 強 さ)機 械 構 造 用 合 金 鋼SCr415 780 以 上 15 40 217 ~ 302SCM415 830 以 上 16 40 235 ~ 321 低 炭 素 合 金 鋼 (C 含 有 量 0.3% 以 下 )。SNC815 980 以 上 12 45 285 ~ 388高 強 度 ( 曲 げ 強 さ 大 / 歯 面 強 さ 大 )。表 面 硬 化 処 理 ( 浸 炭 、 窒 化 、 浸 炭 窒 化 など)。SNCM220 830 以 上 17 40 248 ~ 341 ウォームホイール 以 外 の 各 種 歯 車 に 使 用 。SNCM420 980 以 上 15 40 293 ~ 375一 般 構 造 用 圧 延 鋼 材 SS400 400 以 上 ― ― ― 低 強 度 / 安 価 。ねずみ 鋳 鉄 FC200 200 以 上 ― ― 223 以 下 鋼 に 比 べれば 低 強 度 。 大 量 生 産 歯 車 向 き。球 状 黒 鉛 鋳 鉄 FCD500-7 500 以 上 7 ― 150 ~ 230 高 強 度 なダクタイル 鋳 鉄 。 大 型 鋳 造 歯 車 。SUS303 520 以 上 40 50 187 以 下 SUS304 より 被 削 性 ( 快 削 )、 耐 焼 付 性 向 上 。SUS304 520 以 上 40 60 187 以 下 最 も 広 く 使 われるステンレス 鋼 。 食 品 機 械 など。ステンレス 鋼 SUS316 520 以 上 40 60 187 以 下 海 水 などに 対 して SUS304 より 優 れた 耐 食 性 。SUS420J2 540 以 上 12 40 217 以 上 焼 入 れ 可 能 なマルテンサイト 系 。SUS440C ― ― ― 58HRC 以 上 焼 入 れして 最 高 硬 度 を 実 現 。 歯 面 強 さ 大 。C3604 335 ― ― 80HV 以 上 快 削 黄 銅 。 各 種 小 型 歯 車 。非 鉄 金 属CAC502 295 10 ― 80 以 上 りん 青 銅 鋳 物 。ウォームホイールに 最 適 。CAC702 540 15 ― 120 以 上 アルミニウム 青 銅 鋳 物 。ウォームホイールなど。MC901 96 ― ― 120HRRエンジニヤリングプラスチックMC602ST 96 ― ― 120HRR機 械 加 工 歯 車 。 軽 量 化 。 錆 びない。M90 62 ― ― 80 HRR 射 出 成 形 歯 車 。 安 価 に 大 量 生 産 。 軽 負 荷 用 途 。9.2 歯 車 の 代 表 的 な 熱 処 理 方 法熱 処 理 とは 金 属 材 料 に 所 要 の 組 織 及 び 性 質 を 与 えるために 行 なう、 加 熱 及 び 冷 却 の 操 作 のことで、 特 に 冷却 の 方 法 によって 組 織 及 び 性 質 がいろいろ 変 化 します。 熱 処 理 は 大 別 して、 焼 ならし、 焼 なまし、 焼 入 れ、焼 戻 し、 表 面 硬 化 にわけられます。 熱 処 理 を 活 用 してこそ、 鋼 の 持 っている 性 質 を 十 分 に 発 揮 させることができます。各 種 の 焼 入 れを 行 うことにより、 鋼 は 硬 くなり、 歯車 の 強 度 がアップします。 特 に 歯 面 強 さは、 大 幅 にアップします。 焼 入 れ 方 法 は、 鋼 が 含 有 する 炭 素 (C)量 により 表 9.2 のように 異 なります。表 9.2 焼 き 入 れ 方 法焼 入 方 法浸 炭 焼 入 れ高 周 波 焼 入 れ炎 焼 入 れ窒 化 ( 注 1)ズブ 焼 入 れ炭 素 (C)% ( 炭 素 量 )0 0.1 0.2 0.3 0.4 0.5注 1. 窒 化 の 場 合 は、Al、Cr、Mo、V などの 合 金 元 素 を 1 種 以 上 含 むことが必 要 です。661