SPANNENDE PERSPEKTIVEN - Werkzeug und Formenbau
SPANNENDE PERSPEKTIVEN - Werkzeug und Formenbau
SPANNENDE PERSPEKTIVEN - Werkzeug und Formenbau

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
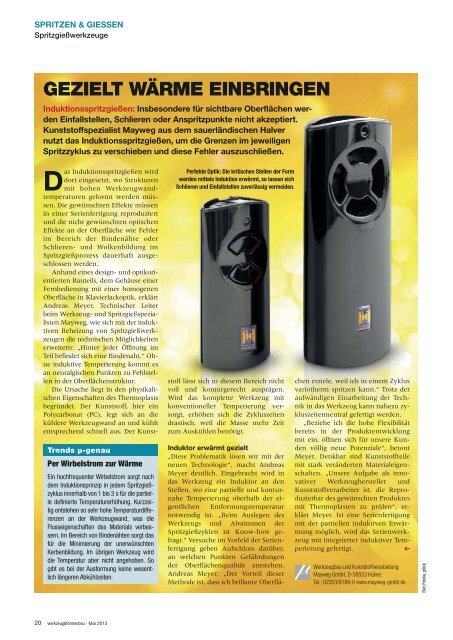
SPRITZEN & GIESSENSpritzgießwerkzeugeGEZIELT WÄRME EINBRINGENInduktionsspritzgießen: Insbesondere für sichtbare Oberflächen werdenEinfallstellen, Schlieren oder Anspritzpunkte nicht akzeptiert.Kunststoffspezialist Mayweg aus dem sauerländischen Halvernutzt das Induktionsspritzgießen, um die Grenzen im jeweiligenSpritzzyklus zu verschieben <strong>und</strong> diese Fehler auszuschließen.Trends μ-genauPer Wirbelstrom zur WärmeEin hochfrequenter Wirbelstrom sorgt nachdem Induktionsprinzip in jedem Spritzgießzyklusinnerhalb von 1 bis 3 s für die partielledefinierte Temperaturerhöhung. Kurzzeitigentstehen so sehr hohe Temperaturdifferenzenan der <strong>Werkzeug</strong>wand, was dieFlusseigenschaften des Materials verbessern.Im Bereich von Bindenähten sorgt dasfür die Minimierung der unerwünschtenKerbenbildung. Im übrigen <strong>Werkzeug</strong> wirddie Temperatur aber nicht angehoben. Sogibt es bei der Ausformung keine wesentlichlängeren Abkühlzeiten.Perfekte Optik: Die kritischen Stellen der Formwerden mittels Induktion erwärmt, so lassen sichSchlieren <strong>und</strong> Einfallstellen zuverlässig vermeiden.Das Induktionsspritzgießen wirddort eingesetzt, wo Strukturenmit hohen <strong>Werkzeug</strong>wandtemperaturengeformt werden müssen.Die gewünschten Effekte müssenin einer Serienfertigung reproduziert<strong>und</strong> die nicht gewünschten optischenEffekte an der Oberfläche wie Fehlerim Bereich der Bindenähte oderSchlieren- <strong>und</strong> Wolkenbildung imSpritzgießprozess dauerhaft ausgeschlossenwerden.Anhand eines design- <strong>und</strong> optikorientiertenBauteils, dem Gehäuse einerFernbedienung mit einer homogenenOberfläche in Klavierlackoptik, erklärtAndreas Meyer, Technischer Leiterbeim <strong>Werkzeug</strong>- <strong>und</strong> SpritzgießspezialistenMayweg, wie sich mit der induktivenBeheizung von Spritzgießwerkzeugendie technischen Möglichkeitenerweitern: „Hinter jeder Öffnung imTeil befindet sich eine Bindenaht.“ Ohneinduktive Temperierung kommt esan neuralgischen Punkten zu Fehlstellenin der Oberflächenstruktur.Die Ursache liegt in den physikalischenEigenschaften des Thermoplastsbegründet. Der Kunststoff, hier einPolycarbonat (PC), legt sich an diekühlere <strong>Werkzeug</strong>wand an <strong>und</strong> kühltentsprechend schnell aus. Der Kunststofflässt sich in diesem Bereich nichtvoll <strong>und</strong> konturgerecht ausprägen.Wird das komplette <strong>Werkzeug</strong> mitkonventioneller Temperierung versorgt,erhöhen sich die Zykluszeitendrastisch, weil die Masse mehr Zeitzum Auskühlen benötigt.Induktor erwärmt gezielt„Diese Problematik lösen wir mit derneuen Technologie“, macht AndreasMeyer deutlich. Eingebracht wird indas <strong>Werkzeug</strong> ein Induktor an denStellen, wo eine partielle <strong>und</strong> konturnaheTemperierung oberhalb der eigentlichenEntformungstemperaturnotwendig ist. „Beim Auslegen des<strong>Werkzeug</strong>s <strong>und</strong> Abstimmen derSpritzgießzyklen ist Know-how gefragt.“Versuche im Vorfeld der Serienfertigunggeben Aufschluss darüber,an welchen Punkten Gefährdungender Oberflächenqualität entstehen.Andreas Meyer: „Der Vorteil dieserMethode ist, dass ich brillante Oberflächenerziele, weil ich in einem Zyklusvariotherm spritzen kann.“ Trotz deraufwändigen Einarbeitung der Technikin das <strong>Werkzeug</strong> kann nahezu zykluszeitenneutralgefertigt werden.„Beziehe ich die hohe Flexibilitätbereits in der Produktentwicklungmit ein, öffnen sich für unsere K<strong>und</strong>envöllig neue Potenziale“, betontMeyer. Denkbar sind Kunststoffteilemit stark veränderten Materialeigenschaften.„Unsere Aufgabe als innovativer<strong>Werkzeug</strong>hersteller <strong>und</strong>Kunststoffverarbeiter ist, die Reproduzierbardes gewünschten Produktesmit Thermoplasten zu prüfen“, erklärtMeyer. Ist eine Serienfertigungmit der partiellen induktiven Erwärmungmöglich, wird das Serienwerkzeugmit integrierter induktiver Temperierunggefertigt.<strong>Werkzeug</strong>bau <strong>und</strong> KunststoffverarbeitungMayweg GmbH, D-58553 Halver,Tel.: 02353/9188-0 www.mayweg-gmbh.deBild: Fotolia, gl0ck20 werkzeug&formenbau · Mai 2013