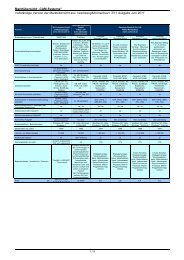
TRENDS & INNOVATIONENMedizintechnikTrends μ-genauPrimacon PFM 24 mediMillImmer komplexer <strong>und</strong> kleiner werdende medizinischeErzeugnisse wie Kronen <strong>und</strong> Brücken –auch vollanatomisch – über Abutments bis hinzu Implantaten prägen heute auch nachhaltigeFertigungstrends in der Mirkobearbeitung. Diehohen Toleranzforderungen bei den immer kleinerwerdenden Werkstücken sollen auf den Primacon-Hochpräzisionsbearbeitungszentrenauch im vollautomatischen Betrieb <strong>und</strong> in derSerienfertigung auf Dauer erreicht werden. Allemetallischen Werkstoffe inklusive Titan <strong>und</strong>Chrom-Kobalt-Legierungen, aber auch Kunststoffe,Graphit <strong>und</strong> Keramik sollen mit hoher Präzisionauf der Primacon PFM 24 mediMill bearbeitetwerden können.Die Primacon PFM 24 mediMill fräst Brückenkomponenten,Kronen <strong>und</strong> Abutments mit einerGenauigkeit von bis zu 3 μm.Zahlen + Fakten: MaschinendatenPrimacon PFM 24 www.primacon.comVerfahrwege X, Y, Z (mm) 240 x 240 x 240Bauart 3-Achs-BAZ mit Teilapparat 4./5. AchseVorschub (mm/min) X, Y, Z 0,005 bis 12 000Beschleunigung (m/s 2 ) 10Hauptantriebmaximale Drehzahl (min -1 ) 50 000maximale Leistung (kW) 6maximales Drehmoment (Nm) 1,6Span-zu-Span-Zeit (s) 7<strong>Werkzeug</strong>schnittstelleHSK F32<strong>Werkzeug</strong>magazinplätze 32/40/80Steuerung Heidenhain iTNC 530Höchste GenauigkeitIn der Regel scannt Gauger Modelle, dieer von den Zahnarztpraxen bekommt,<strong>und</strong> modelliert passend den Zahnersatz.Die Genauigkeit des Scanners liegt beir<strong>und</strong> 15 μm. „In der Fertigung könnenwir mit einer Genauigkeit von 3 μm arbeiten– das ist eine ganz andere Kategorieals in den meisten anderen Laboren“,betont Gauger. „Gerade da, wobeispielsweise eine Krone ins Implantatoder auf den Zahnstumpf übergeht,zahlt sich Präzision auch für den PatienneLösung ist bedeutend leistungsfähigerals unsere Branchenlösung.“Die Maschinen laufen im Fräszentrumsüd in der Regel ohne Bediener.Die diamantbeschichteten Fräser vonDima werden mit einem System vonRegoFix gespannt, so ist exzellenterR<strong>und</strong>lauf garantiert. „Wir hatten zunächst<strong>Werkzeug</strong>e eines in der Dentalbranchesehr weit verbreiteten Herstellersauf der Maschine, blieben mitmaximal 120 zu fertigenden Einheitenallerdings weit hinter unseren Erwartungenzurück“, erklärt Gauger.Sehr scharfe <strong>Werkzeug</strong>eEine Einheit – das ist für die Dentalspezialistenentweder eine Krone, ein Abutmentoder eine Komponente einerBrücke. „Die Dima-<strong>Werkzeug</strong>e hinge-ProfilFräszentrum südDas Fräszentrum süd versteht sich als zuverlässigerSystempartner bei der Erstellung von Premium-Zahnersatzunter Anwendung von CAD/CAM-Technologien. Das im Jahr 2006 aus einem Dentallaborentstandene Unternehmen ist zunächstmit einer Branchenlösung gestartet; heute vertrauendie Verantwortlichen auf Industriebearbeitungszentrenzum Fräsen unter anderem von dieAnatomie unterstützenden Zahnersatzgerüsten,Kronen, Abutments <strong>und</strong> vollanatomisch gestaltetenVersorgungen. Die eigene Programmierungerlaubt Frässtrategien, die sich individuell <strong>und</strong>sehr flexibel auf die Bedürfnisse eines Patientenabstimmen lassen. Als Werkstoffe kommen Zirkoniumdioxid,aber auch zahnfarbene Kunststoffewie zum Beispiel PMMA oder Thermoplaste sowieComposite <strong>und</strong> Titan zum Einsatz.gen sind sehr scharf“, betont Gauger.„Je nach Werkstoff erreichen wir prozesssicherStandmengen von bis zu 500Einheiten pro <strong>Werkzeug</strong>.“Da das <strong>Werkzeug</strong>magazin bis zu 40<strong>Werkzeug</strong>e fasst, lassen sich auch genügend<strong>Werkzeug</strong>e für unterschiedlichsteWerkstoffe rüsten.Gauger verwendetFräser in Durchmessernzwischen 0,4<strong>und</strong> 3 mm. TypischeRadien liegen bei0,8 mm, im Extremfallsind es auch mal0,3 mm. Pro Einheitrechnet das Fräszentrumaufgr<strong>und</strong>der hohen Genauigkeit,die erzielt werden soll, im Schnittmit einer Maschinenlaufzeit von r<strong>und</strong>1 h. Dazu kommt bei keramischenWerkstoffen noch der Sinterprozess, derim Batch aus mehreren Werkstückenausgeführt wird. Dabei verlieren dieKeramikwerkstücke r<strong>und</strong> 25 Prozentihres Volumens – so lassen sich nochfeinere Details realisieren.ten aus, da fräsen wir auf 8 μm genau.Wo der Zement Platz haben soll, gebenwir hingegen einen genau definiertenSpalt von 70 μm ein, der ebenso präziseeingehalten wird.“Die Investition in die Maschinen warfür das Unternehmen kein Pappenstil –„Die Vorteile, die mindestensum den Faktor 5 bessereGenauigkeit sowie die deutlichhöhere Flexibilität eines offenenSystems sind uns die Investitionin die Primacon wert.“Matthias Gauger,Fräszentrum südr<strong>und</strong> 200 000 Euro bezahlte Gauger fürdie neue PFM 24 mediMill mit der zugehörigenPeripherie, für die Gebrauchtmaschinewaren seinerzait auchschon 100 000 Euro zu bezahlen. „Andererseits– auch die üblichen Branchenlösungenkosten ihr Geld“, erklärtder Dental-Unternehmer. „Und die Vorteile,die mindestens um den Faktor 5bessere Genauigkeit sowie die deutlichhöhere Flexibilität eines offenen Systemssind uns die Investition wert. Wirgehören damit zwar zu den durchaushochpreisigen Anbietern im Dentalmarkt– aber unser K<strong>und</strong>enstammwächst stetig. Qualität setzt sich ebenletztlich durch.“RwFräszentrum süd, D-82377 Penzberg,Tel.: 08856/936881, E-Mail: www.fzsonline.dePrimacon Maschinenbau GmbH,D-82380 Peißenberg, Tel.: 08803/6321-0,www.primacon.de42 werkzeug&formenbau · Mai 2013
TRENDS & INNOVATIONENMedizintechnikHeißkanalSCHLANKE DÜSEBAUT KOMPAKTGerade in der Medizintechnik sind die Nestabständeoft sehr eng, speziell dann, wenn es um kleinsteSchussgewichte geht. Hier bieten die schlanken Heißkanaldüsenvon Ewikon eine interessante Lösung –nicht nur für Standardthermoplaste, sondern auch fürtechnische Kunststoffe <strong>und</strong> gefüllte Materialien.Trends μ-genauSchlank ist gefragtHochfachige Heißkanalsysteme auf möglichstkleinem Bauraum erfordern immer engereNestabstände. Damit wird der Bauraum auchfür die Heißkanal-Nadelverschlussdüsen immerenger. Hersteller wie Ewikon setzen deshalbin solchen Fällen auf sehr schlank bauendeDüsentypen. Aufgr<strong>und</strong> des Platzmangelserfordern solche Nadelsysteme entsprechendeAntriebe – hier bieten Hubplattensystemeeine platzsparende Alternative zur einzeln angetriebenenDüsennadel.Mit der HPS-III-S3-Düse in Nadelverschlussversionsteht im Ewikon-Standarddüsenprogramm eine leistungsfähigeschlanke Variante für kleine<strong>und</strong> kleinste Schussgewichte zur Verfügung.Zielbranchen sind insbesonderedie Medizin- <strong>und</strong> Verpackungstechnik,wo anspruchsvolle Artikel prozesssicherin hohen Stückzahlen gefertigt werdenmüssen. Dabei sollen nicht nur Standardthermoplaste,sondern auch technischeKunststoffe <strong>und</strong> gefüllte Materialienverarbeitet werden können. Ermöglichtwird dies mit einer kompaktenWendelrohrpatronenheizung mit konstanthoher <strong>und</strong> jederzeit reproduzierbarerHeizleistung <strong>und</strong> gleichmäßigemTemperaturprofil über die gesamte Düsenlängebis in den Anschnittbereich.Minimale NestabständeDie Schussgewichtsobergrenze pro Düseliegt – abhängig vom Material – bei 5 bis30 g. Aufgr<strong>und</strong> des geringen Außendurchmessersvon 10 mm lassen sichminimale Nestabstände von 12 mm <strong>und</strong>so ein sehr kompaktes <strong>Werkzeug</strong>designselbst bei extrem hochfachigen Anwendungenrealisieren. Die Düse ist in zweiVersionen für Standardmontage oderFrontmontage erhältlich. Bei der Frontmontageausführungist die Düse nachAbziehen der Konturplatte frei zugänglich<strong>und</strong> demontierbar. Wartungsarbeitensollen damit sehr erleichtert werden.Die Schmelzedichtung erfolgt perDichtb<strong>und</strong> direkt am Anschnitt. Das ermöglichtschnelle Farbwechsel, da nurein geringes Schmelzevolumen ausgetauschtwerden muss. Die NadelführungDie HPS-III-S3-Düse von Ewikon eignet sich dankihrer schlanken Bauweise für hohe Kavitätszahlen<strong>und</strong> kleinste Schussgewichte.ist anschnittnah im vorderen Bereichder Düse, so dass die Nadel im gesamtenHub geführt wird. Damit werden derVerschleiß an Anschnitt <strong>und</strong> Nadel minimiert,die Wartungsintervalle verlängert<strong>und</strong> die Prozesssicherheit erhöht.Antriebsseitig stehen verschiedeneOptionen zur Verfügung. Neben Einzelantrieben,die mit elektrischen Linear-Schrittmotoren, pneumatisch oder hydraulischbetätigt werden können, sindHubplattensysteme erhältlich. Geradebei hochfachigen <strong>Werkzeug</strong>en mit engenNestabständen ist das eine besondersplatzsparende Alternative zumEinzelantrieb, zudem bietet sie Vorteilebei der Prozesssicherheit. Da das Öffnen<strong>und</strong> Schließen aller Nadeln absolut synchronerfolgt, soll selbst bei kleinstenSchussgewichten eine gleichmäßigeKavitätenfüllung gewährleistet sein.Ewikon Heißkanalsysteme GmbH,D-35066 Frankenberg, Tel.: 06451/501-0,www.ewikon.com