Wooden Boat Restoration Repair - WEST SYSTEM Epoxy
Wooden Boat Restoration Repair - WEST SYSTEM Epoxy
Wooden Boat Restoration Repair - WEST SYSTEM Epoxy

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
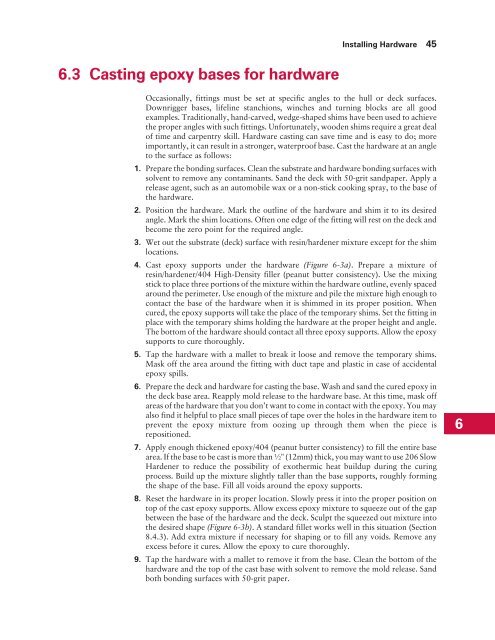
6.3 Casting epoxy bases for hardware<br />
Installing Hardware 45<br />
Occasionally, fittings must be set at specific angles to the hull or deck surfaces.<br />
Downrigger bases, lifeline stanchions, winches and turning blocks are all good<br />
examples. Traditionally, hand-carved, wedge-shaped shims have been used to achieve<br />
the proper angles with such fittings. Unfortunately, wooden shims require a great deal<br />
of time and carpentry skill. Hardware casting can save time and is easy to do; more<br />
importantly, it can result in a stronger, waterproof base. Cast the hardware at an angle<br />
to the surface as follows:<br />
1. Prepare the bonding surfaces. Clean the substrate and hardware bonding surfaces with<br />
solvent to remove any contaminants. Sand the deck with 50-grit sandpaper. Apply a<br />
release agent, such as an automobile wax or a non-stick cooking spray, to the base of<br />
the hardware.<br />
2. Position the hardware. Mark the outline of the hardware and shim it to its desired<br />
angle. Mark the shim locations. Often one edge of the fitting will rest on the deck and<br />
become the zero point for the required angle.<br />
3. Wet out the substrate (deck) surface with resin/hardener mixture except for the shim<br />
locations.<br />
4. Cast epoxy supports under the hardware (Figure 6-3a). Prepare a mixture of<br />
resin/hardener/404 High-Density filler (peanut butter consistency). Use the mixing<br />
stick to place three portions of the mixture within the hardware outline, evenly spaced<br />
around the perimeter. Use enough of the mixture and pile the mixture high enough to<br />
contact the base of the hardware when it is shimmed in its proper position. When<br />
cured, the epoxy supports will take the place of the temporary shims. Set the fitting in<br />
place with the temporary shims holding the hardware at the proper height and angle.<br />
The bottom of the hardware should contact all three epoxy supports. Allow the epoxy<br />
supports to cure thoroughly.<br />
5. Tap the hardware with a mallet to break it loose and remove the temporary shims.<br />
Mask off the area around the fitting with duct tape and plastic in case of accidental<br />
epoxy spills.<br />
6. Prepare the deck and hardware for casting the base. Wash and sand the cured epoxy in<br />
the deck base area. Reapply mold release to the hardware base. At this time, mask off<br />
areas of the hardware that you don’t want to come in contact with the epoxy. You may<br />
also find it helpful to place small pieces of tape over the holes in the hardware item to<br />
prevent the epoxy mixture from oozing up through them when the piece is<br />
repositioned.<br />
7. Apply enough thickened epoxy/404 (peanut butter consistency) to fill the entire base<br />
area. If the base to be cast is more than ½" (12mm) thick, you may want to use 206 Slow<br />
Hardener to reduce the possibility of exothermic heat buildup during the curing<br />
process. Build up the mixture slightly taller than the base supports, roughly forming<br />
the shape of the base. Fill all voids around the epoxy supports.<br />
8. Reset the hardware in its proper location. Slowly press it into the proper position on<br />
top of the cast epoxy supports. Allow excess epoxy mixture to squeeze out of the gap<br />
between the base of the hardware and the deck. Sculpt the squeezed out mixture into<br />
the desired shape (Figure 6-3b). A standard fillet works well in this situation (Section<br />
8.4.3). Add extra mixture if necessary for shaping or to fill any voids. Remove any<br />
excess before it cures. Allow the epoxy to cure thoroughly.<br />
9. Tap the hardware with a mallet to remove it from the base. Clean the bottom of the<br />
hardware and the top of the cast base with solvent to remove the mold release. Sand<br />
both bonding surfaces with 50-grit paper.<br />
6