

User's Manual ISO TNC 360 (260020xx, 280490xx) - heidenhain
User's Manual ISO TNC 360 (260020xx, 280490xx) - heidenhain
User's Manual ISO TNC 360 (260020xx, 280490xx) - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
5 Programming Tool Movements<br />
5.4 Path Contours - Cartesian Coordinates<br />
<strong>TNC</strong> <strong>360</strong><br />
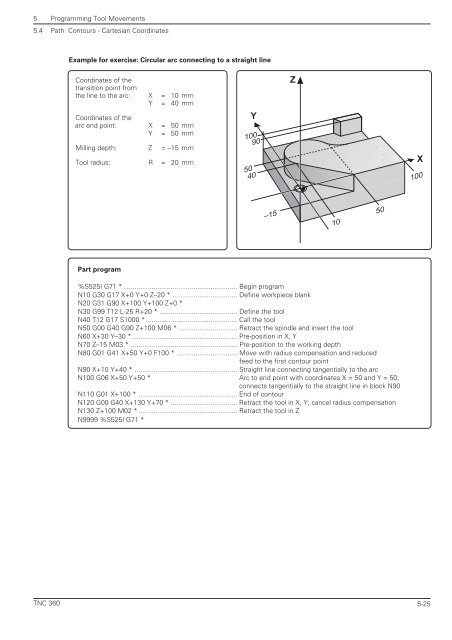
Example for exercise: Circular arc connecting to a straight line<br />
Coordinates of the<br />
transition point from<br />
the line to the arc: X = 10 mm<br />
Y = 40 mm<br />
Coordinates of the<br />
arc end point: X = 50 mm<br />
Y = 50 mm<br />
Milling depth: Z = –15 mm<br />
Tool radius: R = 20 mm<br />
Part program<br />
100<br />
90<br />
%S525I G71 * ............................................................ Begin program<br />
N10 G30 G17 X+0 Y+0 Z–20 * .................................. Define workpiece blank<br />
N20 G31 G90 X+100 Y+100 Z+0 *<br />
N30 G99 T12 L-25 R+20 * ......................................... Define the tool<br />
N40 T12 G17 S1000 * ................................................ Call the tool<br />
N50 G00 G40 G90 Z+100 M06 * ............................... Retract the spindle and insert the tool<br />
N60 X+30 Y–30 * ....................................................... Pre-position in X, Y<br />
N70 Z–15 M03 * ........................................................ Pre-position to the working depth<br />
N80 G01 G41 X+50 Y+0 F100 * ................................ Move with radius compensation and reduced<br />
feed to the first contour point<br />
N90 X+10 Y+40 * ...................................................... Straight line connecting tangentially to the arc<br />
N100 G06 X+50 Y+50 * Arc to end point with coordinates X = 50 and Y = 50;<br />
connects tangentially to the straight line in block N90<br />
N110 G01 X+100 * .................................................... End of contour<br />
N120 G00 G40 X+130 Y+70 * ................................... Retract the tool in X, Y; cancel radius compensation<br />
N130 Z+100 M02 * .................................................... Retract the tool in Z<br />
N9999 %S525I G71 *<br />
Y<br />
50<br />
40<br />
–15<br />
Z<br />
10<br />
50<br />
X<br />
100<br />
5-25














