

User's Manual ISO TNC 360 (260020xx, 280490xx) - heidenhain
User's Manual ISO TNC 360 (260020xx, 280490xx) - heidenhain
User's Manual ISO TNC 360 (260020xx, 280490xx) - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
8 Cycles<br />
8.2 Simple Fixed Cycles<br />
8-12<br />
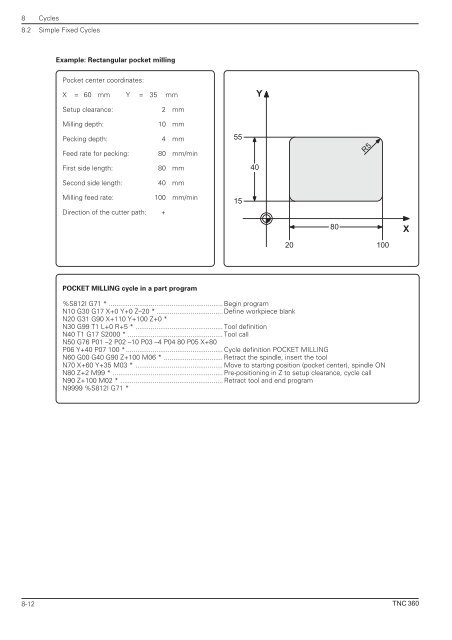
Example: Rectangular pocket milling<br />
Pocket center coordinates:<br />
X = 60 mm Y = 35 mm<br />
Setup clearance: 2 mm<br />
Milling depth: 10 mm<br />
Pecking depth: 4 mm<br />
Feed rate for pecking: 80 mm/min<br />
First side length: 80 mm<br />
Second side length: 40 mm<br />
Milling feed rate: 100 mm/min<br />
Direction of the cutter path: +<br />
POCKET MILLING cycle in a part program<br />
55<br />
15<br />
40<br />
Y<br />
80<br />
R5<br />
20 100<br />
%S812I G71 * ............................................................ Begin program<br />
N10 G30 G17 X+0 Y+0 Z–20 * ................................... Define workpiece blank<br />
N20 G31 G90 X+110 Y+100 Z+0 *<br />
N30 G99 T1 L+0 R+5 * .............................................. Tool definition<br />
N40 T1 G17 S2000 * .................................................. Tool call<br />
N50 G76 P01 –2 P02 –10 P03 –4 P04 80 P05 X+80<br />
P06 Y+40 P07 100 *................................................... Cycle definition POCKET MILLING<br />
N60 G00 G40 G90 Z+100 M06 * ............................... Retract the spindle, insert the tool<br />
N70 X+60 Y+35 M03 * .............................................. Move to starting position (pocket center), spindle ON<br />
N80 Z+2 M99 * .......................................................... Pre-positioning in Z to setup clearance, cycle call<br />
N90 Z+100 M02 * ...................................................... Retract tool and end program<br />
N9999 %S812I G71 *<br />
X<br />
<strong>TNC</strong> <strong>360</strong>














