

User's Manual ISO TNC 360 (260020xx, 280490xx) - heidenhain
User's Manual ISO TNC 360 (260020xx, 280490xx) - heidenhain
User's Manual ISO TNC 360 (260020xx, 280490xx) - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
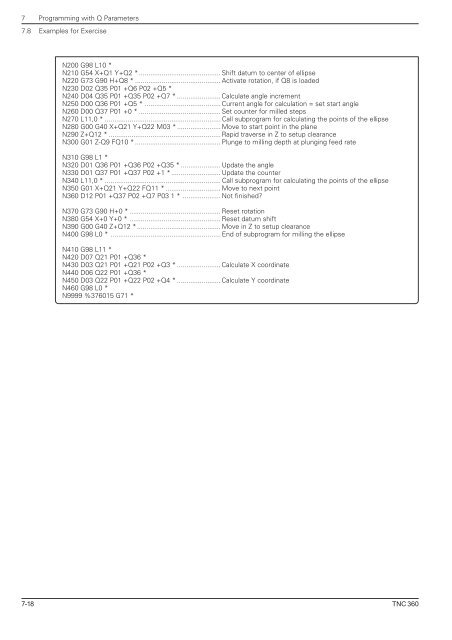
7 Programming with Q Parameters<br />
7.8 Examples for Exercise<br />
7-18<br />
N200 G98 L10 *<br />
N210 G54 X+Q1 Y+Q2 *........................................... Shift datum to center of ellipse<br />
N220 G73 G90 H+Q8 * ............................................. Activate rotation, if Q8 is loaded<br />
N230 D02 Q35 P01 +Q6 P02 +Q5 *<br />
N240 D04 Q35 P01 +Q35 P02 +Q7 * ....................... Calculate angle increment<br />
N250 D00 Q36 P01 +Q5 * ........................................ Current angle for calculation = set start angle<br />
N260 D00 Q37 P01 +0 * ........................................... Set counter for milled steps<br />
N270 L11,0 * ............................................................. Call subprogram for calculating the points of the ellipse<br />
N280 G00 G40 X+Q21 Y+Q22 M03 * ....................... Move to start point in the plane<br />
N290 Z+Q12 * ........................................................... Rapid traverse in Z to setup clearance<br />
N300 G01 Z-Q9 FQ10 * ............................................. Plunge to milling depth at plunging feed rate<br />
N310 G98 L1 *<br />
N320 D01 Q36 P01 +Q36 P02 +Q35 * ..................... Update the angle<br />
N330 D01 Q37 P01 +Q37 P02 +1 *.......................... Update the counter<br />
N340 L11,0 * ............................................................. Call subprogram for calculating the points of the ellipse<br />
N350 G01 X+Q21 Y+Q22 FQ11 * ............................. Move to next point<br />
N<strong>360</strong> D12 P01 +Q37 P02 +Q7 P03 1 * .................... Not finished?<br />
N370 G73 G90 H+0 * ................................................ Reset rotation<br />
N380 G54 X+0 Y+0 * ................................................ Reset datum shift<br />
N390 G00 G40 Z+Q12 *............................................ Move in Z to setup clearance<br />
N400 G98 L0 * .......................................................... End of subprogram for milling the ellipse<br />
N410 G98 L11 *<br />
N420 D07 Q21 P01 +Q36 *<br />
N430 D03 Q21 P01 +Q21 P02 +Q3 * ....................... Calculate X coordinate<br />
N440 D06 Q22 P01 +Q36 *<br />
N450 D03 Q22 P01 +Q22 P02 +Q4 * ....................... Calculate Y coordinate<br />
N460 G98 L0 *<br />
N9999 %376015 G71 *<br />
<strong>TNC</strong> <strong>360</strong>














