

Volume-II - GAIL
Volume-II - GAIL
Volume-II - GAIL

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
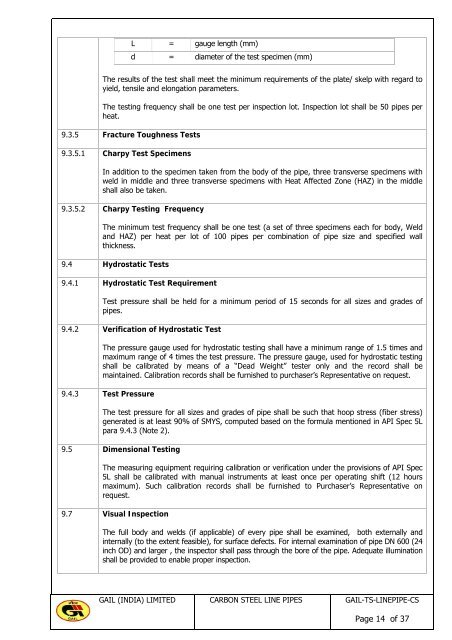
L = gauge length (mm)<br />
d = diameter of the test specimen (mm)<br />
The results of the test shall meet the minimum requirements of the plate/ skelp with regard to<br />
yield, tensile and elongation parameters.<br />
The testing frequency shall be one test per inspection lot. Inspection lot shall be 50 pipes per<br />
heat.<br />
9.3.5 Fracture Toughness Tests<br />
9.3.5.1 Charpy Test Specimens<br />
In addition to the specimen taken from the body of the pipe, three transverse specimens with<br />
weld in middle and three transverse specimens with Heat Affected Zone (HAZ) in the middle<br />
shall also be taken.<br />
9.3.5.2 Charpy Testing Frequency<br />
The minimum test frequency shall be one test (a set of three specimens each for body, Weld<br />
and HAZ) per heat per lot of 100 pipes per combination of pipe size and specified wall<br />
thickness.<br />
9.4 Hydrostatic Tests<br />
9.4.1 Hydrostatic Test Requirement<br />
Test pressure shall be held for a minimum period of 15 seconds for all sizes and grades of<br />
pipes.<br />
9.4.2 Verification of Hydrostatic Test<br />
The pressure gauge used for hydrostatic testing shall have a minimum range of 1.5 times and<br />
maximum range of 4 times the test pressure. The pressure gauge, used for hydrostatic testing<br />
shall be calibrated by means of a “Dead Weight” tester only and the record shall be<br />
maintained. Calibration records shall be furnished to purchaser’s Representative on request.<br />
9.4.3 Test Pressure<br />
The test pressure for all sizes and grades of pipe shall be such that hoop stress (fiber stress)<br />
generated is at least 90% of SMYS, computed based on the formula mentioned in API Spec 5L<br />
para 9.4.3 (Note 2).<br />
9.5 Dimensional Testing<br />
The measuring equipment requiring calibration or verification under the provisions of API Spec<br />
5L shall be calibrated with manual instruments at least once per operating shift (12 hours<br />
maximum). Such calibration records shall be furnished to Purchaser’s Representative on<br />
request.<br />
9.7 Visual Inspection<br />
The full body and welds (if applicable) of every pipe shall be examined, both externally and<br />
internally (to the extent feasible), for surface defects. For internal examination of pipe DN 600 (24<br />
inch OD) and larger , the inspector shall pass through the bore of the pipe. Adequate illumination<br />
shall be provided to enable proper inspection.<br />
<strong>GAIL</strong> (INDIA) LIMITED CARBON STEEL LINE PIPES <strong>GAIL</strong>-TS-LINEPIPE-CS<br />
Page 14 of 37













