

the Molten Salt Energy Technologies Web Site
the Molten Salt Energy Technologies Web Site
the Molten Salt Energy Technologies Web Site

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
ANP PROJECT QUARTERLY PROGRESS REPORT<br />
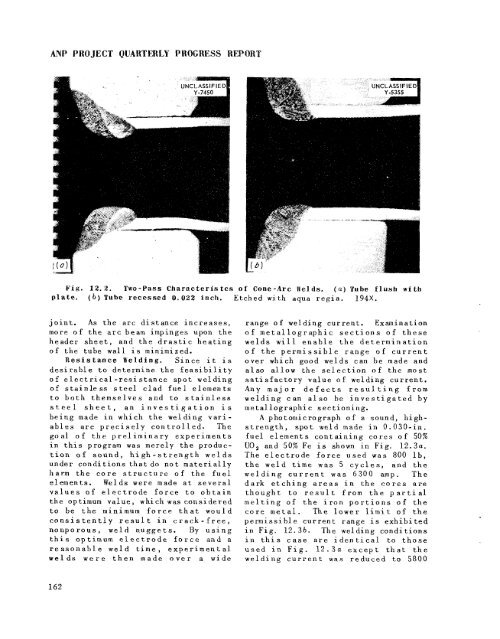
Pig. 12.2. Two-Pass Chasacteristcs of Cone-Arc Welds. (a) Tube Plush with<br />
plate. (b) Tube recessed 0.022 inch. Etched with aqua regia. 194X.<br />
joint. As <strong>the</strong> arc distance increases,<br />
more of <strong>the</strong> arc beam impinges upon <strong>the</strong><br />
header sheet, and <strong>the</strong> drastic heating<br />
of <strong>the</strong> tube wall is minimized.<br />
Resistance Welding. Since it is<br />
desirable to determine <strong>the</strong> feasibility<br />
of electrical -resistance spot welding<br />
of stainless steel clad fuel elements<br />
to both <strong>the</strong>mselves and to stainless<br />
steel sheet, an investigation is<br />
being made in which <strong>the</strong> welding vari-<br />
ables are precisely controlled. The<br />
goal of <strong>the</strong> preliminary experiments<br />
in this program was merely <strong>the</strong> produc-<br />
tion of sound, high-strength welds<br />
under conditions that do not materially<br />
harm <strong>the</strong> core structure of <strong>the</strong> fuel<br />
elements, Welds were made at several<br />
values of electrode force to obtain<br />
<strong>the</strong> optimum value, which was considered<br />
to be <strong>the</strong> minimum force that would<br />
consistently result in crack-free,<br />
nonporous, weld nuggets. By using<br />
this optimum electrode force and a<br />
re asonabl e we1 d time, experiment a1<br />
welds were <strong>the</strong>n made over a wide<br />
162<br />
range of welding current. Examination<br />
of metallographic sections of <strong>the</strong>se<br />
welds will enable <strong>the</strong> determination<br />
of <strong>the</strong> permissible range of current<br />
over which good welds can be made and<br />
also allow <strong>the</strong> selection of <strong>the</strong> most<br />
satisfactory value of welding current.<br />
Any major defects resulting from<br />
welding can also be investigated by<br />
me t a1 1 o gr aphi c s ec ti on i rig.<br />
A photomicrograph of a sound, high-<br />
strength, spot weld made in 0.030-in.<br />
fuel elements containing cores of 50%<br />
UO, and 50% Fe is shown in Fig. 12.3a.<br />
The electrode force used was 800 lb,<br />
<strong>the</strong> weld time was 5 cycles, and <strong>the</strong><br />
welding current was 6300 amp. The<br />
dark etching areas in t,he cores are<br />
thought to result from <strong>the</strong> partial<br />
melting of <strong>the</strong> iron portions of <strong>the</strong><br />
core metal. The lower l i m i t of <strong>the</strong><br />
permissible current range is exhibited<br />
in Fig. 12.3b. The welding conditions<br />
in this case are identical to those<br />
used in Fig. 12.3a except that <strong>the</strong><br />
welding current was reduced to 5800
![Review of Molten Salt Reactor Physics Calculations [Disc 2]](https://img.yumpu.com/21979492/1/190x247/review-of-molten-salt-reactor-physics-calculations-disc-2.jpg?quality=85)












