

ORNL-1816 - the Molten Salt Energy Technologies Web Site
ORNL-1816 - the Molten Salt Energy Technologies Web Site
ORNL-1816 - the Molten Salt Energy Technologies Web Site

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
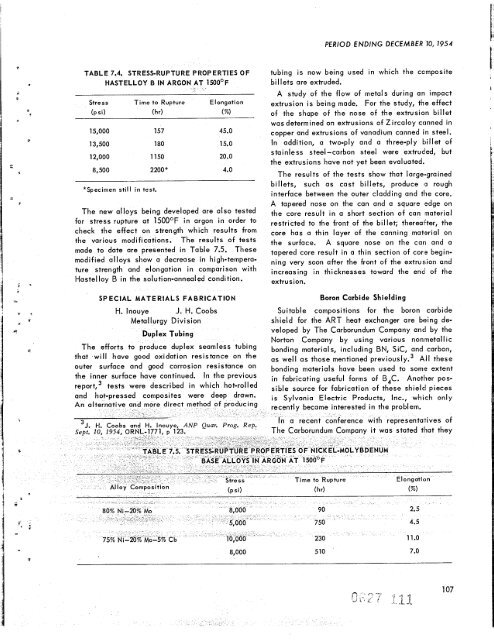
TABLE 7.4. STRESS-RUPTURE PROPERTIES OF<br />
HASTELLOY B IN ARGON AT 1500°F<br />
Stress Time to Rupture Elongation<br />
(psi) (hr) (%I<br />
15,000 157 45.0<br />
13,500 180 15.0<br />
12,000 1150 20.0<br />
8,500 2200* 4.0<br />
*Specimen stili in test.<br />
The new alloys being developed are also tested<br />
for stress rupture at 150OOF in argon in order to<br />
check <strong>the</strong> effect on strength which results from<br />
<strong>the</strong> various modifications. The results of tests<br />
made to date are presented in Table 7.5. These<br />
modified alloys show a decrease in high-tempera-<br />
ture strength and elongation in comparison with<br />
Hastelloy B in <strong>the</strong> solution-annealed condition.<br />
SPECIAL MATERIALS FABRICATION<br />
H. lnouye .J. H. Coobs<br />
Metallurgy Division<br />
Duplex Tubing<br />
The efforts to produce duplex seamless tubing<br />
that will have good oxidation resistance on <strong>the</strong><br />
outer surface and good corrosion resistance on<br />
<strong>the</strong> inner surface have continued. In <strong>the</strong> previous<br />
reportt3 tests were described in which hot-rolled<br />
and hot-pressed composites were deep drawn.<br />
3J. H. Coobs and H. Inouye, ANP Quar. Prog. Rep.<br />
Sept. IO 1954, <strong>ORNL</strong>-1771, p 123.<br />
PERIOD ENDING DECEMBER 70, 7954<br />
tubing is now being used in which <strong>the</strong> composite<br />
bi I lets are extruded.<br />
A study of <strong>the</strong> flow of metals during an impact<br />
extrusion is being made. For <strong>the</strong> study, <strong>the</strong> effect<br />
of <strong>the</strong> shape of <strong>the</strong> nose of <strong>the</strong> extrusion billet<br />
was determined on extrusions of Zircaloy ccinned in<br />
copper and extrusions of vanadium canned in steel.<br />
In addition, a two-ply and a three-ply billet of<br />
stainless steel-carbon steel were extrud'ed, but<br />
<strong>the</strong> extrusions have not yet been evaluated.<br />
The results of <strong>the</strong> tests show that largegrained<br />
billets, such as cast billets, produce 12 rough<br />
interface between <strong>the</strong> outer cladding and <strong>the</strong> core.<br />
A tapered nose on <strong>the</strong> can and a square (edge on<br />
<strong>the</strong> core result in a short section of can material<br />
restricted to <strong>the</strong> front of <strong>the</strong> billet; <strong>the</strong>reafter, <strong>the</strong><br />
core has a thin layer of <strong>the</strong> canning material on<br />
<strong>the</strong> surface. A square nose on <strong>the</strong> can and a<br />
tapered core result in a thin section of corle begin-<br />
ning very soon after <strong>the</strong> front of <strong>the</strong> extrusion and<br />
increasing in thicknesses toward <strong>the</strong> end of <strong>the</strong><br />
extrusion.<br />
Boron Carbide Shielding<br />
Suitable compositions for <strong>the</strong> boron carbide<br />
shield for <strong>the</strong> ART heat exchanger are being developed<br />
by The Carborundum Company ancl by <strong>the</strong><br />
Norton Company by using various noninetall ic<br />
bonding materials, including BN, Sic, and carbon,<br />
as well as those mentioned previo~sly.~ All <strong>the</strong>se<br />
bonding materials have been used to some extent<br />
in fabricating useful forms of B,C. Ano<strong>the</strong>r possible<br />
source for fabrication of <strong>the</strong>se shield pieces<br />
is Sylvania Electric Products, Inc., which only<br />
recently became interested in <strong>the</strong> problem.<br />
In a recent conference with representatives of<br />
The Carborundum Company it was stated that <strong>the</strong>y<br />
11.0<br />
8,000 510 7.0<br />
t
![Review of Molten Salt Reactor Physics Calculations [Disc 2]](https://img.yumpu.com/21979492/1/190x247/review-of-molten-salt-reactor-physics-calculations-disc-2.jpg?quality=85)












