

special - ALUMINIUM-Nachrichten – ALU-WEB.DE
special - ALUMINIUM-Nachrichten – ALU-WEB.DE
special - ALUMINIUM-Nachrichten – ALU-WEB.DE

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong><strong>ALU</strong>MINIUM</strong> SMELTING INDUSTRY<br />
Fig. 7: Basic flow<br />
chart for seawater<br />
neutralisation of<br />
red mud [4]<br />
Fig. 6: Tube digestion [3]<br />
It goes without saying that the aim of every<br />
refinery is to become a low-cost producer, and<br />
so must examine the major factors influencing<br />
the first-quartile costs:<br />
• Proximity to the bauxite mine<br />
• Proximity to a deepwater harbour<br />
• Low energy cost<br />
• Low soda cost<br />
• Low energy, caustic and lime<br />
consumptions.<br />
The first four factors depend on the location<br />
selected as well as on available infrastructure.<br />
The final factor depends on the bauxite mineralogy<br />
and on selection of the technology<br />
to be applied. Fig. 4 shows the bauxite entering<br />
the grinding step at ambient temperature,<br />
where it is then mixed with the spent liquor.<br />
The ground suspension is heated to its digestion<br />
temperature, which is determined by the<br />
bauxite’s composition: gibbsitic bauxites need<br />
low temperatures, while boemitic bauxites require<br />
higher temperatures. The digested slurry<br />
is then rapidly cooled and the green liquor<br />
(alumina-rich solution) is separated from the<br />
red mud. In the same figure, heat recovery is<br />
maximised so as to minimise the addition of<br />
live steam needed to bring the fresh slurry to<br />
the required digestion temperature. A similar<br />
principle can be seen when the incoming green<br />
liquor is indirectly cooled with outgoing spent<br />
liquor prior to precipitating alumina tri-hydrate<br />
in the next stage. The hydrate is then fed<br />
to the calcination stage. The figure also makes<br />
it easy to distinguish between the white and<br />
red sides of an alumina refinery production<br />
site.<br />
venture with Hatch <strong>–</strong> HOT (Hatch<br />
Outotec) <strong>–</strong> can supply the entire<br />
digestion tool box. The joint venture focuses<br />
on designing and developing integrated tube<br />
digestion and evaporation solutions using single-stream<br />
heating in jacketed pipe technology.<br />
This allows you to efficiently recover the<br />
heat in the digested slurry. Fig. 6 shows the<br />
slurry as it is heated to the digestion temperature<br />
and then held for a time in tube reactors<br />
to meet the reaction requirements. Next, the<br />
slurry is flash cooled in stages to near- ambient<br />
pressure, while using the heat from vapour to<br />
the pre-heat incoming slurry in counterflow.<br />
The water vapour transfers its heat to the<br />
slurry as it condenses on the outside shell of<br />
the jacketed pipes.<br />
Red mud disposal: sea<br />
water neutralisation<br />
The residue from the Bayer process <strong>–</strong> more<br />
commonly known as red mud <strong>–</strong> still has a<br />
high alkaline content and must be neutralised.<br />
Fig. 7 illustrates the basic flow<br />
chart for neutralisation by magnesium in the<br />
sea water. The mud / seawater mixture is held<br />
in a reactor so that the caustic is chemically<br />
neutralised. The hydrotalcite-rich mud and<br />
magnesium-deficient seawater are then decanted<br />
using a conventional clarifier.<br />
The supernatant magnesium-deficient seawater<br />
with the correct permits is now suitable<br />
for environmental discharge.<br />
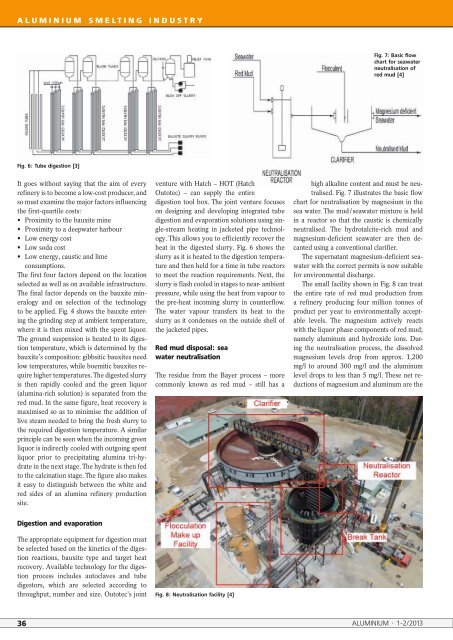
The small facility shown in Fig. 8 can treat<br />
the entire rate of red mud production from<br />
a refinery producing four million tonnes of<br />
product per year to environmentally acceptable<br />
levels. The magnesium actively reacts<br />
with the liquor phase components of red mud;<br />
namely aluminum and hydroxide ions. During<br />
the neutralisation process, the dissolved<br />
magnesium levels drop from approx. 1,200<br />
mg/l to around 300 mg/l and the aluminum<br />
level drops to less than 5 mg/l. These net reductions<br />
of magnesium and aluminum are the<br />
Digestion and evaporation<br />
The appropriate equipment for digestion must<br />
be selected based on the kinetics of the digestion<br />
reactions, bauxite type and target heat<br />
recovery. Available technology for the digestion<br />
process includes autoclaves and tube<br />
digestors, which are selected according to<br />
throughput, number and size. Outotec’s joint<br />
Fig. 8: Neutralisation facility [4]<br />
36 <strong><strong>ALU</strong>MINIUM</strong> · 1-2/2013













