

special - ALUMINIUM-Nachrichten – ALU-WEB.DE
special - ALUMINIUM-Nachrichten – ALU-WEB.DE
special - ALUMINIUM-Nachrichten – ALU-WEB.DE

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong><strong>ALU</strong>MINIUM</strong> SMELTING INDUSTRY<br />
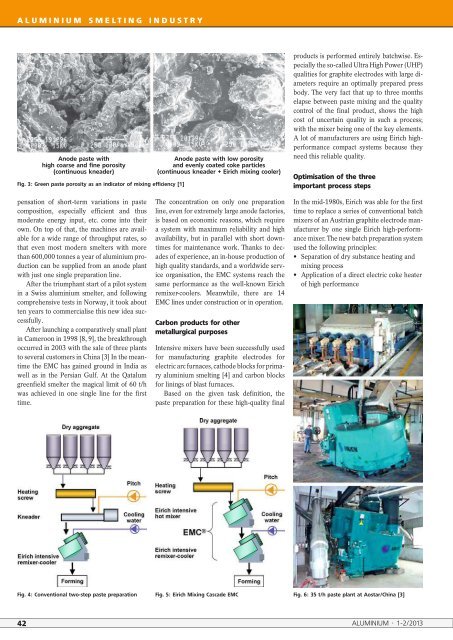
Anode paste with<br />
high coarse and fine porosity<br />
(continuous kneader)<br />
Fig. 3: Green paste porosity as an indicator of mixing efficiency [1]<br />
Anode paste with low porosity<br />
and evenly coated coke particles<br />
(continuous kneader + Eirich mixing cooler)<br />
products is performed entirely batchwise. E<strong>special</strong>ly<br />
the so-called Ultra High Power (UHP)<br />
qualities for graphite electrodes with large diameters<br />
require an optimally prepared press<br />
body. The very fact that up to three months<br />
elapse between paste mixing and the quality<br />
control of the final product, shows the high<br />
cost of uncertain quality in such a process;<br />
with the mixer being one of the key elements.<br />
A lot of manufacturers are using Eirich highperformance<br />
compact systems because they<br />
need this reliable quality.<br />
Optimisation of the three<br />
important process steps<br />
pensation of short-term variations in paste<br />
composition, e<strong>special</strong>ly efficient and thus<br />
moderate energy input, etc. come into their<br />
own. On top of that, the machines are available<br />
for a wide range of throughput rates, so<br />
that even most modern smelters with more<br />
than 600,000 tonnes a year of aluminium production<br />
can be supplied from an anode plant<br />
with just one single preparation line.<br />
After the triumphant start of a pilot system<br />
in a Swiss aluminium smelter, and following<br />
comprehensive tests in Norway, it took about<br />
ten years to commercialise this new idea successfully.<br />
After launching a comparatively small plant<br />
in Cameroon in 1998 [8, 9], the breakthrough<br />
occurred in 2003 with the sale of three plants<br />
to several customers in China [3] In the meantime<br />
the EMC has gained ground in India as<br />
well as in the Persian Gulf. At the Qatalum<br />
greenfield smelter the magical limit of 60 t/h<br />
was achieved in one single line for the first<br />
time.<br />
The concentration on only one preparation<br />
line, even for extremely large anode factories,<br />
is based on economic reasons, which require<br />
a system with maximum reliability and high<br />
availability, but in parallel with short downtimes<br />
for maintenance work. Thanks to decades<br />
of experience, an in-house production of<br />
high quality standards, and a worldwide service<br />
organisation, the EMC systems reach the<br />
same performance as the well-known Eirich<br />
remixer-coolers. Meanwhile, there are 14<br />
EMC lines under construction or in operation.<br />
Carbon products for other<br />
metallurgical purposes<br />
Intensive mixers have been successfully used<br />
for manufacturing graphite electrodes for<br />
electric arc furnaces, cathode blocks for primary<br />
aluminium smelting [4] and carbon blocks<br />
for linings of blast furnaces.<br />
Based on the given task definition, the<br />
paste preparation for these high-quality final<br />
In the mid-1980s, Eirich was able for the first<br />
time to replace a series of conventional batch<br />
mixers of an Austrian graphite electrode manufacturer<br />
by one single Eirich high-performance<br />
mixer. The new batch preparation system<br />
used the following principles:<br />
• Separation of dry substance heating and<br />
mixing process<br />
• Application of a direct electric coke heater<br />
of high performance<br />
Fig. 4: Conventional two-step paste preparation Fig. 5: Eirich Mixing Cascade EMC Fig. 6: 35 t/h paste plant at Aostar/China [3]<br />
42 <strong><strong>ALU</strong>MINIUM</strong> · 1-2/2013













