Service Manual, General Motors 4.3L Engine (TP ... - Kohler Power
Service Manual, General Motors 4.3L Engine (TP ... - Kohler Power
Service Manual, General Motors 4.3L Engine (TP ... - Kohler Power

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Engine</strong> Marine/Industrial <strong>4.3L</strong> 6-67<br />
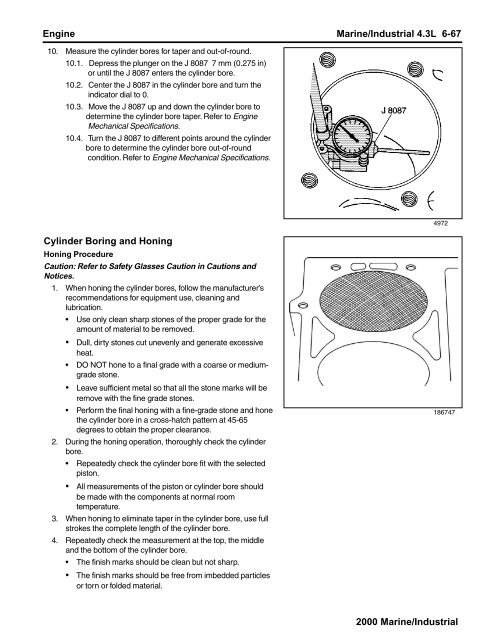
10. Measure the cylinder bores for taper and out-of-round.<br />
10.1. Depress the plunger on the J 8087 7 mm (0.275 in)<br />
or until the J 8087 enters the cylinder bore.<br />
10.2. Center the J 8087 in the cylinder bore and turn the<br />
indicator dial to 0.<br />
10.3. Move the J 8087 up and down the cylinder bore to<br />
determine the cylinder bore taper. Refer to <strong>Engine</strong><br />
Mechanical Specifications.<br />
10.4. Turn the J 8087 to different points around the cylinder<br />
bore to determine the cylinder bore out-of-round<br />
condition. Refer to <strong>Engine</strong> Mechanical Specifications.<br />
4972<br />
Cylinder Boring and Honing<br />
Honing Procedure<br />
Caution: Refer to Safety Glasses Caution in Cautions and<br />
Notices.<br />
1. When honing the cylinder bores, follow the manufacturer’s<br />
recommendations for equipment use, cleaning and<br />
lubrication.<br />
• Use only clean sharp stones of the proper grade for the<br />
amount of material to be removed.<br />
• Dull, dirty stones cut unevenly and generate excessive<br />
heat.<br />
• DO NOT hone to a final grade with a coarse or mediumgrade<br />
stone.<br />
• Leave sufficient metal so that all the stone marks will be<br />
remove with the fine grade stones.<br />
• Perform the final honing with a fine-grade stone and hone<br />
the cylinder bore in a cross-hatch pattern at 45-65<br />
degrees to obtain the proper clearance.<br />
2. During the honing operation, thoroughly check the cylinder<br />
bore.<br />
• Repeatedly check the cylinder bore fit with the selected<br />
piston.<br />
• All measurements of the piston or cylinder bore should<br />
be made with the components at normal room<br />
temperature.<br />
3. When honing to eliminate taper in the cylinder bore, use full<br />
strokes the complete length of the cylinder bore.<br />
4. Repeatedly check the measurement at the top, the middle<br />
and the bottom of the cylinder bore.<br />
• The finish marks should be clean but not sharp.<br />
• The finish marks should be free from imbedded particles<br />
or torn or folded material.<br />
186747<br />
2000 Marine/Industrial