Yearbook 2013/2014 - ehedg
Yearbook 2013/2014 - ehedg
Yearbook 2013/2014 - ehedg

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
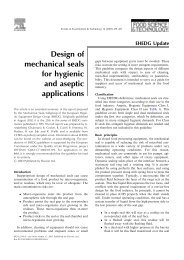
Aspects of compounding rubber materials for contact with food and pharmaceuticals 123<br />
Figure 1 assumes two different compound recipes of an<br />
EPDM 70 Sh A material, both of which aim for FDA Aqueous<br />
Food compliance. The “good” compound is of a very good<br />
quality, while the other “cheap” compound is made from<br />
low-cost materials. Several factors can be used to compare<br />
the two recipes in order to determine the differences, and<br />
ultimately, judge the material performance parameters.<br />
For example. in looking at the EPDM polymer, one can see<br />
that this could either be a very pure material with no residues<br />
from the catalysts and no residual monomers (Good) or low<br />
molecular weight oligomers (Cheap). The polymerisation is<br />
very well controlled, giving a uniform molecular architecture<br />
and molecular weight distribution. Also, the batch-to-batch<br />
variation is kept at a minimum. Or it could be the opposite,<br />
which clearly would reduce the cost. Both compounds can<br />
be formulated to meet the same standards, ie. FDA or<br />
BfRFrom an end user point of view, this relates to durability,<br />
compression set, taste and smell, uniformity of the product<br />
and extraction of residues to the product.<br />
The next functional group is carbon black, which acts as a<br />
reinforcing agent. Basically, this is soot, which is produced<br />
by combusting a hydrocarbon source in a controlled<br />
atmosphere. The type and amount is regulated to some<br />
extent. For the good compound as shown in Figure 1,<br />
a carbon black is used for which the hydrocarbon source<br />
is clean and well defined. For the cheap compound, the<br />
hydrocarbon source has a higher content of sulphur and<br />
consists of many different molecules, preventing a uniform<br />
end product. The end user will see a difference in taste and<br />
smell and extraction of residues.<br />
When aiming for a cheap compound, it is common practice<br />
to “dilute” the compound by using chalk. This will increase<br />
the hardness of the material and so it is necessary to add<br />
more plasticiser in order to reach the same hardness. The<br />
usage of chalk will increase swelling in aqueous solutions,<br />
and the chemical resistance will suffer.<br />
Plasticiser is added to these compounds to ensure<br />
homogeneity and to adjust the hardness. For EPDM mineral<br />
oil is used. This can be either a medical grade oil, which<br />
is also used as edible oil and in healthcare products, or a<br />
technical grade oil, which will have a higher content of<br />
naphthenics and aromatics. Again, the user will notice the<br />
difference in the taste and smell, as well as extractables.<br />
Finally, a curing system must be decided upon. This is what<br />
makes the final product elastic. While a thermoplast, which<br />
is uncured, will deform permanently upon load, rubber will<br />
regain the original shape due to the cross-linking of the<br />
polymer chains. For EPDM, two curing systems are normally<br />
used. Peroxide curing gives excellent thermal stability,<br />
compression set, taste and smell and chemical resistance,<br />
but the manufacturing process is more expensive. As<br />
an alternative, a sulphur system may be used. The<br />
manufacturing cost goes down, but so does the performance<br />
as described for the peroxide system.<br />
The example illustrates the complexity of choosing<br />
materials and suppliers. As the figure illustrates, end users<br />
of food-contact rubber materials in food or pharmaceutical<br />
manufacturing lines should specify functional requirements<br />
rather than material, ask for documentation, and choose<br />
a rubber supplier who can successfully translate specific<br />
needs into rubber solutions.