Yearbook 2013/2014 - ehedg
Yearbook 2013/2014 - ehedg
Yearbook 2013/2014 - ehedg

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
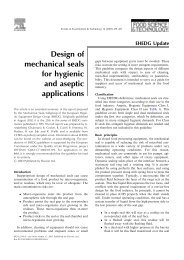
New developments for upgrading stainless steel to improve corrosion resistance and increase equipment hygiene 125<br />
New methods. Unlike the conventional method, new<br />
methods have been developed to produce the desired<br />
level of corrosion resistance by changing the consistency<br />
and structure of existing passive layers on stainless steel,<br />
independently from the alloy and structure of the metallic<br />
base. These methods—one chemical and one thermal—are<br />
applied as final treatments after fabrication and substantially<br />
increase corrosion resistance.<br />
Chemical treatment. A precondition for the application of<br />
the new chemical treatment method is that the stainless<br />
steel to which it is applied must have an existing passive<br />
layer. Therefore, its application immediately following a<br />
pickling process is not effective.<br />
The chemical treatment selectively breaks the iron oxides<br />
within passive layers and extracts the iron without affecting<br />
or removing the passive layer. In this way, the concentration<br />
of iron in passive layers is strongly reduced and the chrome/<br />
iron ratio is substantially increased up to values of 6 to 8 (Fig.<br />
1). This treatment of stainless steel substantially increases<br />
the resistance to all types of corrosion (Figures 2 and 3). The<br />
resistance to thermal discolouration is raised to 100-150°C.<br />
Fig. 2. Structure of passive layer on stainless steel AISI 316 Ti -<br />
original condition.<br />
Fig. 3. Structure of passive layer on stainless steel AISI 316 Ti –<br />
chemically treated.<br />
Fig. 1. The chemical treatment significantly reduces the<br />
concentration of iron in passive layers and the chrome/iron ratio is<br />
substantially increased up to values of 6 to 8.<br />
The applied chemicals are water-based solutions of organic<br />
and biologically degradable substances, mainly comprised<br />
of a special combination of chelating and complexing<br />
agents. They do not contain mineral acids or their salts and<br />
have a pH value of about 4.0. Application does not produce<br />
harmful fumes or foul odours. Since no dissolution of metal<br />
or passive layers takes place, the liquid does not contain<br />
heavy metals in noticeable concentrations.<br />
Application can be done by dipping, spraying or wiping during<br />
a three- to four-hour period. The temperature in dipping tanks<br />
should be kept above a minimum of 50°C to avoid biological<br />
degradation. Higher temperatures increase the effect of the<br />
treatment, while longer treatment times do not. All types of<br />
finishes and nearly all types of stainless steel can be treated.<br />
However, when the chrome content in the alloy is less than<br />
15% the required temperature, concentration and time of<br />
treatment must be modified.<br />
Thermal treatment. The effect of chemical treatment can<br />
strongly be increased by a subsequent controlled-heat<br />
treatment. The heat treatment optimises the structure and<br />
distribution of elements in the passive layer and increases<br />
its thickness. The thermal treatment leads to the formation of<br />
a second layer containing iron oxides on top of the existing<br />
passive layer mainly formed by chrome oxides. These layers<br />
are semiconductors forming a n/p-transition and immediately<br />
provide a further substantial increase in corrosion resistance<br />
(Fig. 4).<br />
The heat treatment takes place under atmospheric conditions<br />
at temperatures in the range of 120-220°C, dependant on<br />
the alloy, and for a time of 5 to 10 minutes.