Systems Thinking e System Dynamics. L'arte di capire la dinamica ...
Systems Thinking e System Dynamics. L'arte di capire la dinamica ...
Systems Thinking e System Dynamics. L'arte di capire la dinamica ...
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
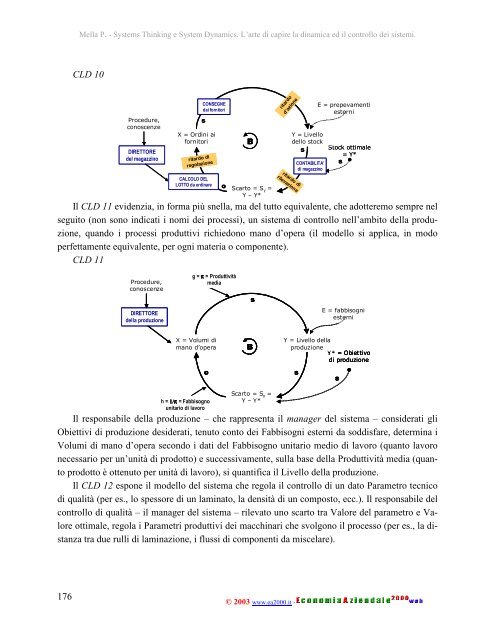
Mel<strong>la</strong> P. - <strong><strong>System</strong>s</strong> <strong>Thinking</strong> e <strong>System</strong> <strong>Dynamics</strong>. L’arte <strong>di</strong> <strong>capire</strong> <strong>la</strong> <strong>di</strong>namica ed il controllo dei sistemi.CLD 10Procedure,conoscenzeDIRETTOREdel magazzinosX = Or<strong>di</strong>ni aifornitoriritardo <strong>di</strong>rego<strong>la</strong>zioneCALCOLO DELLOTTO da or<strong>di</strong>nareCONSEGNEdai fornitorioBScarto = S y =Y – Y*E = prepevamentiesterniY = Livellodello stocksStock ottimale= Y*CONTABILITA’s<strong>di</strong> magazzinoIl CLD 11 evidenzia, in forma più snel<strong>la</strong>, ma del tutto equivalente, che adotteremo sempre nelseguito (non sono in<strong>di</strong>cati i nomi dei processi), un sistema <strong>di</strong> controllo nell’ambito del<strong>la</strong> produzione,quando i processi produttivi richiedono mano d’opera (il modello si applica, in modoperfettamente equivalente, per ogni materia o componente).CLD 11ritardod’azioneritardo <strong>di</strong>rilevazioneProcedure,conoscenzeDIRETTOREdel<strong>la</strong> produzioneg = π = Produttivitàme<strong>di</strong>asE = fabbisogniesterniX = Volumi <strong>di</strong>mano d’operaoBY = Livello del<strong>la</strong>produzioneY* = Obiettivo<strong>di</strong> produzionessh = 1/π = Fabbisognounitario <strong>di</strong> <strong>la</strong>voroScarto = S y =Y – Y*Il responsabile del<strong>la</strong> produzione – che rappresenta il manager del sistema – considerati gliObiettivi <strong>di</strong> produzione desiderati, tenuto conto dei Fabbisogni esterni da sod<strong>di</strong>sfare, determina iVolumi <strong>di</strong> mano d’opera secondo i dati del Fabbisogno unitario me<strong>di</strong>o <strong>di</strong> <strong>la</strong>voro (quanto <strong>la</strong>voronecessario per un’unità <strong>di</strong> prodotto) e successivamente, sul<strong>la</strong> base del<strong>la</strong> Produttività me<strong>di</strong>a (quantoprodotto è ottenuto per unità <strong>di</strong> <strong>la</strong>voro), si quantifica il Livello del<strong>la</strong> produzione.Il CLD 12 espone il modello del sistema che rego<strong>la</strong> il controllo <strong>di</strong> un dato Parametro tecnico<strong>di</strong> qualità (per es., lo spessore <strong>di</strong> un <strong>la</strong>minato, <strong>la</strong> densità <strong>di</strong> un composto, ecc.). Il responsabile delcontrollo <strong>di</strong> qualità – il manager del sistema – rilevato uno scarto tra Valore del parametro e Valoreottimale, rego<strong>la</strong> i Parametri produttivi dei macchinari che svolgono il processo (per es., <strong>la</strong> <strong>di</strong>stanzatra due rulli <strong>di</strong> <strong>la</strong>minazione, i flussi <strong>di</strong> componenti da misce<strong>la</strong>re).176© 2003 www.ea2000.it -