ELEMENTI STROJEVA - FESB
ELEMENTI STROJEVA - FESB
ELEMENTI STROJEVA - FESB

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
preklopa na dodirnim površinama nastaje odgovarajući površinski pritisak za postizanje sile<br />
trenja. Glavina se obično zagrijava u ulju, ali ako se zahtijevaju suhe dodirne površine radi većih<br />
koeficijenata trenja, tada se glavina zagrijava u peći s vrućim zrakom. U oba slučaja glavina se<br />
zagrijava do 400°C. Više temperature nisu preporučljive, jer mogu lako uzrokovati strukturne<br />
promjene u materijalu i smanjenje čvrstoće. Slični odnosi postižu se i hlađenjem vratila, slika<br />
5.12c. Na nižoj temperaturi vratilo se skupi, pa se lako umetne u glavinu. Kada se nakon montaže<br />
vratilo ponovno zagrije na sobnu temperaturu, raširi se, te zbog čvrstog dosjeda pritišće na<br />
glavinu s potrebnom silom za savladavanje željenih vanjskih opterećenja. Vratilo se hladi u<br />
suhom ledu u kojemu se postižu temperature do −78 °C, a niže temperature (do −196 °C) postižu<br />
se u tekućem dušiku. Glavinu je potrebno zagrijati ili vratilo ohladiti za:<br />
∆ ϑ =<br />
Pmax<br />
+ Z<br />
α ⋅d<br />
m<br />
(5.12)<br />
P max [mm] najveća moguća vrijednost preklopa za odabrani dosjed, tabela 5.10<br />
Z m [mm] potrebna zračnost pri montaži; Z m ≈ 0,1 mm, Z m ≥ 0,001⋅d<br />
d [mm] nominalni promjer steznog spoja; slika 5.13<br />
α [K −1 ] koeficijent toplinskog rastezanja glavine (vratila), tabela 1.7.<br />
U hidrauličkom postupku na dodirne površine između vratila i glavine dovodi se ulje pod<br />
pritiskom zbog čega se vratilo skupi, a glavina raširi, slika 5.12d. Na taj način mogu se montirati<br />
samo dijelovi s blago koničnim površinama (konus 1:30), gdje se vratilo najprije potisne u<br />
glavinu do određenog položaja, a konačni položaj se postiže tek uz pomoć pritiska ulja. U slučaju<br />
cilindričnih dodirnih površina spomenuti postupak se koristi za demontažu ležajeva koji su<br />
prethodno montirani mehaničkim ili toplinskim postupkom, slika 5.12d. Vrijednosti za najmanji<br />
potrebni pritisak ulja za montažu, te pritisak ulja za demontažu, mogu se naći u specijaliziranoj<br />
literaturi ili u katalozima proizvođača ležajeva.<br />
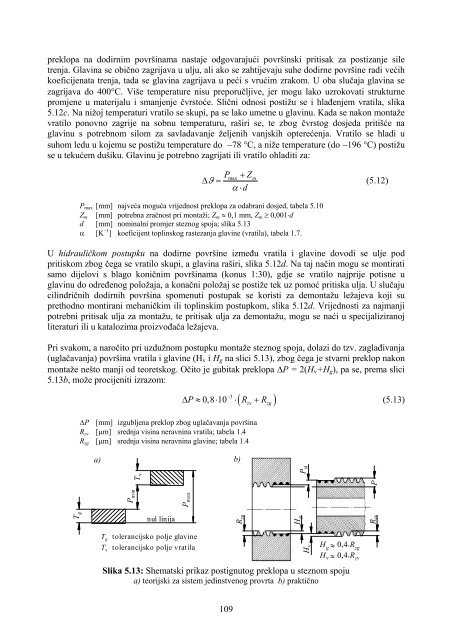
Pri svakom, a naročito pri uzdužnom postupku montaže steznog spoja, dolazi do tzv. zaglađivanja<br />
(uglačavanja) površina vratila i glavine (H v i H g na slici 5.13), zbog čega je stvarni preklop nakon<br />
montaže nešto manji od teoretskog. Očito je gubitak preklopa ∆P = 2(H v +H g ), pa se, prema slici<br />
5.13b, može procijeniti izrazom:<br />
( v )<br />
∆P≈ ⋅ ⋅ R + R<br />
(5.13)<br />
−3<br />
0,8 10<br />
z zg<br />
∆P [mm] izgubljena preklop zbog uglačavanja površina<br />
R zv [µm] srednja visina neravnina vratila; tabela 1.4<br />
R zg [µm] srednja visina neravnina glavine; tabela 1.4<br />
a) b)<br />
T g<br />
P min<br />
T v<br />
nul linija<br />
P max<br />
R zg<br />
P st<br />
H g<br />
P<br />
R zv<br />
T g tolerancijsko polje glavine<br />
T v tolerancijsko polje vratila<br />
H v<br />
H g ≈ 0,4⋅R zg<br />
H v ≈ 0,4⋅R zv<br />
Slika 5.13: Shematski prikaz postignutog preklopa u steznom spoju<br />
a) teorijski za sistem jedinstvenog provrta b) praktično<br />
109