

Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Abb. 10.20 Antrieb und Aufnahme für Schwimmer ohne Außenr<strong>and</strong><br />
Antreiben durch Zahnkupplung<br />
Anstelle einer Zahnkrone, die in den Kunststoff eingedrückt<br />
werden muß, um das Drehmoment zu übertragen, werden<br />
gelegentlich auch Zahnkupplungen verwendet. Das Prinzip<br />
besteht darin, daß am Kunststoffteil geeignete Zähne angespritzt<br />
werden. Dieselben können vorstehen, oder, wie in<br />
Abb. 10.21 gezeigt, versenkt angeordnet sein, wodurch sie<br />
weniger störend wirken.<br />
Die Mitnahmevorrichtung a weist gleiche aber entgegengesetzt<br />
gerichtete Zähne auf, die bei genügend großem Spindelvorschub<br />
in das Kunststoffteil eingreifen, ohne es zu beschädigen.<br />
Es ist vorteilhaft, innerhalb und außerhalb der Kupplung<br />
Ringflächen b vorzusehen, die den Schweißdruck auf das Teil<br />
ausüben, ohne daß die Zähne unten aufliegen. Letztere dienen<br />
also nur der Übertragung des Drehmomentes. Ihre Anzahl<br />
soll klein gehalten werden, um die Gefahr des Abschlagens<br />
der Zahnspitzen zu verringern.<br />
Die Zähne sollen nicht spitz ausgelegt werden, sondern eine<br />
kleine Fläche c von 0,3-0,5 mm aufweisen.<br />
Dieses Prinzip ist auch geeignet für zuvor beschriebene Drehzapfenwerkzeuge,<br />
die mit geringeren Geschwindigkeiten<br />
arbeiten als Drehmassewerkzeuge. Bei letzteren ist auf Grund<br />
der hohen Umfangsgeschwindigkeit ein sauberes Eingreifen<br />
der Zähne schwieriger.<br />
a<br />
100<br />
b<br />
-15°<br />
Abb. 10.21 Reibschweißteil mit integrierter Zahnkrone<br />
c<br />
L<br />
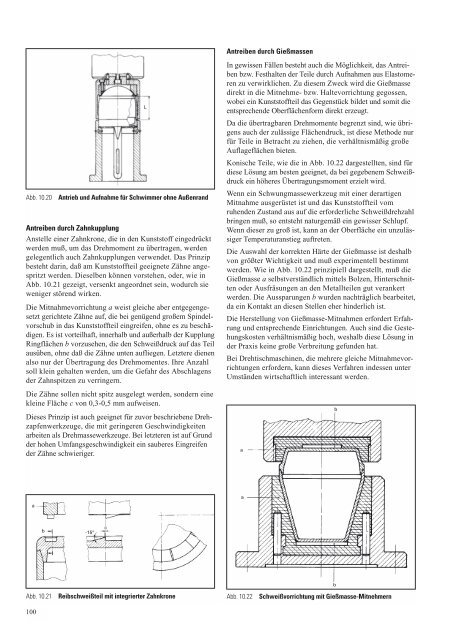
Antreiben durch Gießmassen<br />
In gewissen Fällen besteht auch die Möglichkeit, das Antreiben<br />
bzw. Festhalten der Teile durch Aufnahmen aus Elastomeren<br />
zu verwirklichen. Zu diesem Zweck wird die Gießmasse<br />
direkt in die Mitnehme- bzw. Haltevorrichtung gegossen,<br />
wobei ein Kunststoffteil das Gegenstück bildet und somit die<br />
entsprechende Oberflächenform direkt erzeugt.<br />
Da die übertragbaren Drehmomente begrenzt sind, wie übrigens<br />
auch der zulässige Flächendruck, ist diese Methode nur<br />
für Teile in Betracht zu ziehen, die verhältnismäßig große<br />
Auflageflächen bieten.<br />
Konische Teile, wie die in Abb. 10.22 dargestellten, sind für<br />
diese Lösung am besten geeignet, da bei gegebenem Schweißdruck<br />
ein höheres Übertragungsmoment erzielt wird.<br />
Wenn ein Schwungmassewerkzeug mit einer derartigen<br />
Mitnahme ausgerüstet ist und das Kunststoffteil vom<br />
ruhenden Zust<strong>and</strong> aus auf die erforderliche Schweißdrehzahl<br />
bringen muß, so entsteht naturgemäß ein gewisser Schlupf.<br />
Wenn dieser zu groß ist, kann an der Oberfläche ein unzulässiger<br />
Temperaturanstieg auftreten.<br />
Die Auswahl der korrekten Härte der Gießmasse ist deshalb<br />
von größter Wichtigkeit und muß experimentell bestimmt<br />
werden. Wie in Abb. 10.22 prinzipiell dargestellt, muß die<br />
Gießmasse a selbstverständlich mittels Bolzen, Hinterschnitten<br />
oder Ausfräsungen an den Metallteilen gut verankert<br />
werden. Die Aussparungen b wurden nachträglich bearbeitet,<br />
da ein Kontakt an diesen Stellen eher hinderlich ist.<br />
Die Herstellung von Gießmasse-Mitnahmen erfordert Erfahrung<br />
und entsprechende Einrichtungen. Auch sind die Gestehungskosten<br />
verhältnismäßig hoch, weshalb diese Lösung in<br />
der Praxis keine große Verbreitung gefunden hat.<br />
Bei Drehtischmaschinen, die mehrere gleiche Mitnahmevorrichtungen<br />
erfordern, kann dieses Verfahren indessen unter<br />
Umständen wirtschaftlich interessant werden.<br />
a<br />
a<br />
Abb. 10.22 Schweißvorrichtung mit Gießmasse-Mitnehmern<br />
b<br />
b














