

Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Von noch größerer Bedeutung sind die Einflüße von Pigmenten,<br />
Formentrennmitteln, Glasfaserzusätzen und Verstärkungsmitteln.<br />
DELRIN ® Polyacetale<br />
DELRIN ® ist ein hochkristalliner Kunststoff mit einem hohen,<br />
scharf definierten Schmelzpunkt sowie hoher Festigkeit, Härte<br />
und Steifheit bei höheren Temperaturen. Von den beiden<br />
DELRIN ® -Einstellungen mit unterschiedlichen Fließeigenschaften<br />
lassen sich Teile aus DELRIN ® 500 leichter schweißen als<br />
Teile aus DELRIN ® 100, das eine höhere Viskosität der Schmelze<br />
aufweist. Der Unterschied ist bei der Schernaht sehr gering,<br />
bei der Stumpfschweißnaht aber ausgeprägter. DELRIN ® 570,<br />
eine glasfaserverstärkte Einstellung, eignet sich ebenfalls<br />
zum Ultraschallschweißen. Gleitmittel und Pigmente beeinträchtigen<br />
die Schweißung, wie nachstehend erörtert wird.<br />
Höhere Luftfeuchtigkeit scheint das Verschweißen von Teilen<br />
aus DELRIN ® hingegen nicht zu beeinträchtigen.<br />
ZYTEL ® Polyamide<br />
ZYTEL ® Polyamide sind ebenfalls kristalline Kunststoffe mit<br />
hohen Schmelzpunkten. Bei den verschiedenen Familien von<br />
ZYTEL ® Kunststoffen sind unterschiedliche Schweißergebnisse<br />
beobachtet worden. Teile aus ZYTEL ® 101 und <strong>and</strong>eren<br />
6.6 Grundpolyamiden lassen sich ebenso einfach verschweißen<br />
wie Teile aus DELRIN ® . Eine zusätzliche Voraussetzung ist<br />
allerdings, daß sich die Teile in «spritztrockenem» Zust<strong>and</strong><br />
befinden. Der Einfluß von Feuchtigkeit auf das Schweißen von<br />
Teilen aus ZYTEL ® wird nachstehend eingehender erörtert.<br />
Formteile aus ZYTEL ® 408 und <strong>and</strong>eren modifizierten 6.6 Polyamiden<br />
lassen sich ebenfalls mit Ultraschall verschweißen,<br />
allerdings etwas schwieriger als ZYTEL ® 101. Die etwas<br />
geringere Steifheit dieser Kunststoffe kann einige Probleme<br />
in Gestalt von Oberflächenbeschädigungen und Gratbildung<br />
unter der Sonotrode mit sich bringen.<br />
Infolge der geringen Steifheit auch in spritztrockenem Zust<strong>and</strong><br />
lassen sich aus ZYTEL ® 151 und <strong>and</strong>eren aus 612 Polyamiden<br />
gespritzte Teile etwas schwieriger als ZYTEL ® 101 schweißen.<br />
Da diese Kunststoffe sich durch ihre sehr geringe Feuchtigkeitsaufnahme<br />
auszeichnen, ist es – von besonders kritischen<br />
Anwendungen abgesehen – nicht erforderlich, die Teile vor<br />
dem Schweißen zu trocknen oder trocken zu halten.<br />
Teile aus glasfaserverstärktem ZYTEL ® Polyamid können<br />
ebenfalls mit Ultraschall verschweißt werden; manchmal<br />
sogar einfacher als unverstärktes Material. Mit Kunststoffen<br />
aus den ZYTEL ® -Serien 79G und 70G lassen sich beim<br />
Schweißen nur Festigkeiten erzielen, die denen des zugrundeliegenden<br />
unverstärkten Kunststoffs entsprechen, weil an<br />
der Schweißnaht keine Glasfaserverstärkung wirksam wird.<br />
Wenn die Festigkeit der Schweißnaht derjenigen des verstärkten<br />
Kunststoffs entsprechen muß, ist es daher erforderlich,<br />
den Nahtbereich im Verhältnis zur W<strong>and</strong>stärke zu vergrößern.<br />
Dies läßt sich mit der Schernaht leicht erreichen.<br />
Von allen glasfaserverstärkten ZYTEL ® Kunststoffen läßt sich<br />
ZYTEL ® 79G13 am schwierigsten verschweißen. Bei einem<br />
Glasfaseranteil von 13% können immer noch übermäßige<br />
Oberflächenbeschädigungen und Schweißgrate unter der<br />
Sonotrode auftreten.<br />
122<br />
MINLON ® thermoplastische Konstruktionswerkstoffe<br />
Die vorgehenden Anmerkungen zu glasfaserverstärktem<br />
ZYTEL ® gelten auch für MINLON ® , da die Grundmaterialien<br />
dieser Kunststoffe gleich sind. MINLON ® enthält 40% Mineralzusatz,<br />
der eine hervorragende Schweißgeschwindigkeit<br />
zuläßt (30 bis 50% schneller als DELRIN ® 500). Jedoch ist<br />
eine gewisse Empfindlichkeit der Spritzteile gegenüber<br />
scharfen Kanten, schlecht abgeschnittenen Angüssen und<br />
allen sonstigen Schwachstellen festzustellen, die unter Ultraschalleinwirkung<br />
brechen können, so daß der Konstruktion<br />
der Teile besondere Aufmerksamkeit gewidmet werden sollte,<br />
insbesondere bei MINLON ® 10B140.<br />
RYNITE ® thermoplastische Polyester<br />
Dank seiner hohen Steifheit ist dieser glasfaserverstärkte<br />
Polyester leicht zu verschweißen. Es empfiehlt sich, stets<br />
eine stufenförmige Schweißnaht für diesen Kunststoff vorzusehen,<br />
der häufig für sehr anspruchsvolle Anwendungen<br />
(manchmal sogar bei hohen Temperaturen) verwendet wird.<br />
Eine Überschreitung der Schweißzeit kann zu verbranntem<br />
Werkstoff im Bereich der Sonotrode führen.<br />
Festigkeit der Schweißnaht, MPa<br />
Weld strength, MPa<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
0 1 10 100<br />
Verweilzeit, Exposure time, Std.<br />
h<br />
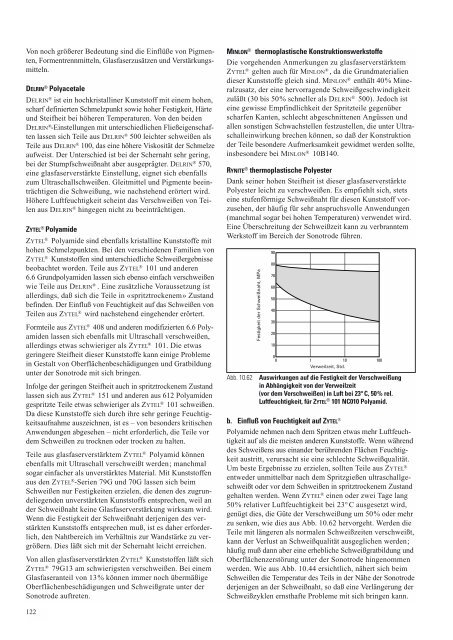
Abb. 10.62 Auswirkungen auf die Festigkeit der Verschweißung<br />
in Abhängigkeit von der Verweilzeit<br />
(vor dem Verschweißen) in Luft bei 23°C, 50% rel.<br />
Luftfeuchtigkeit, für ZYTEL ® 101 NC010 Polyamid.<br />
b. Einfluß von Feuchtigkeit auf ZYTEL ®<br />
Polyamide nehmen nach dem Spritzen etwas mehr Luftfeuchtigkeit<br />
auf als die meisten <strong>and</strong>eren Kunststoffe. Wenn während<br />
des Schweißens aus ein<strong>and</strong>er berührenden Flächen Feuchtigkeit<br />
austritt, verursacht sie eine schlechte Schweißqualität.<br />
Um beste Ergebnisse zu erzielen, sollten Teile aus ZYTEL ®<br />
entweder unmittelbar nach dem Spritzgießen ultraschallgeschweißt<br />
oder vor dem Schweißen in spritztrockenem Zust<strong>and</strong><br />
gehalten werden. Wenn ZYTEL ® einen oder zwei Tage lang<br />
50% relativer Luftfeuchtigkeit bei 23° C ausgesetzt wird,<br />
genügt dies, die Güte der Verschweißung um 50% oder mehr<br />
zu senken, wie dies aus Abb. 10.62 hervorgeht. Werden die<br />
Teile mit längeren als normalen Schweißzeiten verschweißt,<br />
kann der Verlust an Schweißqualität ausgeglichen werden;<br />
häufig muß dann aber eine erhebliche Schweißgratbildung und<br />
Oberflächenzerstörung unter der Sonotrode hingenommen<br />
werden. Wie aus Abb. 10.44 ersichtlich, nähert sich beim<br />
Schweißen die Temperatur des Teils in der Nähe der Sonotrode<br />
derjenigen an der Schweißnaht, so daß eine Verlängerung der<br />
Schweißzyklen ernsthafte Probleme mit sich bringen kann.














