

Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
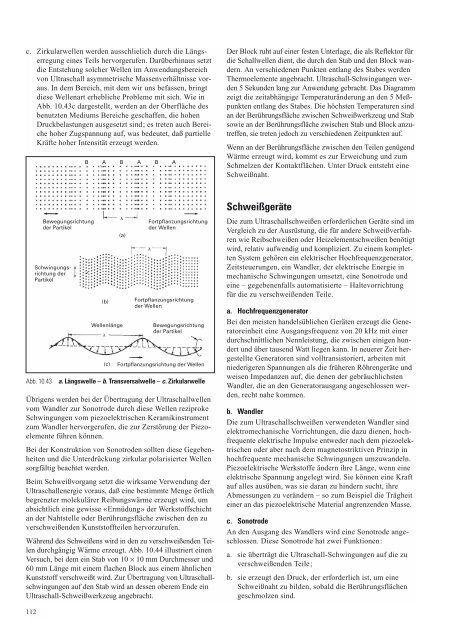
c. Zirkularwellen werden ausschlielich durch die Längserregung<br />
eines Teils hervorgerufen. Darüberhinaus setzt<br />
die Entstehung solcher Wellen im Anwendungsbereich<br />
von Ultraschall asymmetrische Massenverhältnisse voraus.<br />
In dem Bereich, mit dem wir uns befassen, bringt<br />
diese Wellenart erhebliche Probleme mit sich. Wie in<br />
Abb. 10.43c dargestellt, werden an der Oberfläche des<br />
benutzten Mediums Bereiche geschaffen, die hohen<br />
Druckbelastungen ausgesetzt sind; es treten auch Bereiche<br />
hoher Zugspannung auf, was bedeutet, daß partielle<br />
Kräfte hoher Intensität erzeugt werden.<br />
Übrigens werden bei der Übertragung der Ultraschallwellen<br />
vom W<strong>and</strong>ler zur Sonotrode durch diese Wellen reziproke<br />
Schwingungen vom piezoelektrischen Keramikinstrument<br />
zum W<strong>and</strong>ler hervorgerufen, die zur Zerstörung der Piezoelemente<br />
führen können.<br />
Bei der Konstruktion von Sonotroden sollten diese Gegebenheiten<br />
und die Unterdrückung zirkular polarisierter Wellen<br />
sorgfältig beachtet werden.<br />
Beim Schweißvorgang setzt die wirksame Verwendung der<br />
Ultraschallenergie voraus, daß eine bestimmte Menge örtlich<br />
begrenzter molekulärer Reibungswärme erzeugt wird, um<br />
absichtlich eine gewisse «Ermüdung» der Werkstoffschicht<br />
an der Nahtstelle oder Berührungsfläche zwischen den zu<br />
verschweißenden Kunststoffteilen hervorzurufen.<br />
Während des Schweißens wird in den zu verschweißenden Teilen<br />
durchgängig Wärme erzeugt. Abb. 10.44 illustriert einen<br />
Versuch, bei dem ein Stab von 10 × 10 mm Durchmesser und<br />
60 mm Länge mit einem flachen Block aus einem ähnlichen<br />
Kunststoff verschweißt wird. Zur Übertragung von Ultraschallschwingungen<br />
auf den Stab wird an dessen oberem Ende ein<br />
Ultraschall-Schweißwerkzeug angebracht.<br />
112<br />
Bewegungsrichtung<br />
der Partikel<br />
Schwingungsrichtung<br />
der<br />
Partikel<br />
B A B A B A<br />
(b)<br />
�<br />
(a)<br />
Fortpflanzungsrichtung<br />
der Wellen<br />
�<br />
Fortpflanzungsrichtung<br />
der Wellen<br />
Wellenlänge Bewegungsrichtung<br />
der Partikel<br />
�<br />
(c)<br />
Fortpflanzungsrichtung der Wellen<br />
Abb. 10.43 a. Längswelle – b. Transversalwelle – c. Zirkularwelle<br />
Der Block ruht auf einer festen Unterlage, die als Reflektor für<br />
die Schallwellen dient, die durch den Stab und den Block w<strong>and</strong>ern.<br />
An verschiedenen Punkten entlang des Stabes werden<br />
Thermoelemente angebracht. Ultraschall-Schwingungen werden<br />
5 Sekunden lang zur Anwendung gebracht. Das Diagramm<br />
zeigt die zeitabhängige Temperaturänderung an den 5 Meßpunkten<br />
entlang des Stabes. Die höchsten Temperaturen sind<br />
an der Berührungsfläche zwischen Schweißwerkzeug und Stab<br />
sowie an der Berührungsfläche zwischen Stab und Block anzutreffen,<br />
sie treten jedoch zu verschiedenen Zeitpunkten auf.<br />
Wenn an der Berührungsfläche zwischen den Teilen genügend<br />
Wärme erzeugt wird, kommt es zur Erweichung und zum<br />
Schmelzen der Kontaktflächen. Unter Druck entsteht eine<br />
Schweißnaht.<br />
Schweißgeräte<br />
Die zum Ultraschallschweißen erforderlichen Geräte sind im<br />
Vergleich zu der Ausrüstung, die für <strong>and</strong>ere Schweißverfahren<br />
wie Reibschweißen oder Heizelementschweißen benötigt<br />
wird, relativ aufwendig und kompliziert. Zu einem kompletten<br />
System gehören ein elektrischer Hochfrequenzgenerator,<br />
Zeitsteuerungen, ein W<strong>and</strong>ler, der elektrische Energie in<br />
mechanische Schwingungen umsetzt, eine Sonotrode und<br />
eine – gegebenenfalls automatisierte – Haltevorrichtung<br />
für die zu verschweißenden Teile.<br />
a. Hochfrequenzgenerator<br />
Bei den meisten h<strong>and</strong>elsüblichen Geräten erzeugt die Generatoreinheit<br />
eine Ausgangsfrequenz von 20 kHz mit einer<br />
durchschnittlichen Nennleistung, die zwischen einigen hundert<br />
und über tausend Watt liegen kann. In neuerer Zeit hergestellte<br />
Generatoren sind volltransistoriert, arbeiten mit<br />
niederigeren Spannungen als die früheren Röhrengeräte und<br />
weisen Impedanzen auf, die denen der gebräuchlichsten<br />
W<strong>and</strong>ler, die an den Generatorausgang angeschlossen werden,<br />
recht nahe kommen.<br />
b. W<strong>and</strong>ler<br />
Die zum Ultraschallschweißen verwendeten W<strong>and</strong>ler sind<br />
elektromechanische Vorrichtungen, die dazu dienen, hochfrequente<br />
elektrische Impulse entweder nach dem piezoelektrischen<br />
oder aber nach dem magnetostriktiven Prinzip in<br />
hochfrequente mechanische Schwingungen umzuw<strong>and</strong>eln.<br />
Piezoelektrische Werkstoffe ändern ihre Länge, wenn eine<br />
elektrische Spannung angelegt wird. Sie können eine Kraft<br />
auf alles ausüben, was sie daran zu hindern sucht, ihre<br />
Abmessungen zu verändern – so zum Beispiel die Trägheit<br />
einer an das piezoelektrische Material angrenzenden Masse.<br />
c. Sonotrode<br />
An den Ausgang des W<strong>and</strong>lers wird eine Sonotrode angeschlossen.<br />
Diese Sonotrode hat zwei Funktionen:<br />
a. sie überträgt die Ultraschall-Schwingungen auf die zu<br />
verschweißenden Teile;<br />
b. sie erzeugt den Druck, der erforderlich ist, um eine<br />
Schweißnaht zu bilden, sobald die Berührungsflächen<br />
geschmolzen sind.














