

Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
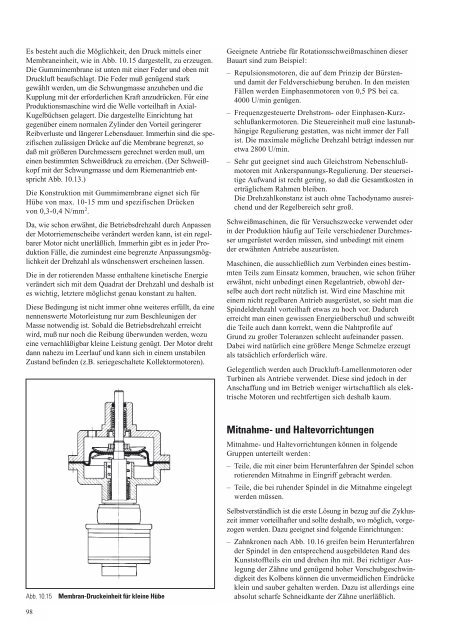
Es besteht auch die Möglichkeit, den Druck mittels einer<br />
Membraneinheit, wie in Abb. 10.15 dargestellt, zu erzeugen.<br />
Die Gummimembrane ist unten mit einer Feder und oben mit<br />
Druckluft beaufschlagt. Die Feder muß genügend stark<br />
gewählt werden, um die Schwungmasse anzuheben und die<br />
Kupplung mit der erforderlichen Kraft anzudrücken. Für eine<br />
Produktionsmaschine wird die Welle vorteilhaft in Axial-<br />
Kugelbüchsen gelagert. Die dargestellte Einrichtung hat<br />
gegenüber einem normalen Zylinder den Vorteil geringerer<br />
Reibverluste und längerer Lebensdauer. Immerhin sind die spezifischen<br />
zulässigen Drücke auf die Membrane begrenzt, so<br />
daß mit größeren Durchmessern gerechnet werden muß, um<br />
einen bestimmten Schweißdruck zu erreichen. (Der Schweißkopf<br />
mit der Schwungmasse und dem Riemenantrieb entspricht<br />
Abb. 10.13.)<br />
Die Konstruktion mit Gummimembrane eignet sich für<br />
Hübe von max. 10-15 mm und spezifischen Drücken<br />
von 0,3-0,4 N/mm2 .<br />
Da, wie schon erwähnt, die Betriebsdrehzahl durch Anpassen<br />
der Motorriemenscheibe verändert werden kann, ist ein regelbarer<br />
Motor nicht unerläßlich. Immerhin gibt es in jeder Produktion<br />
Fälle, die zumindest eine begrenzte Anpassungsmöglichkeit<br />
der Drehzahl als wünschenswert erscheinen lassen.<br />
Die in der rotierenden Masse enthaltene kinetische Energie<br />
verändert sich mit dem Quadrat der Drehzahl und deshalb ist<br />
es wichtig, letztere möglichst genau konstant zu halten.<br />
Diese Bedingung ist nicht immer ohne weiteres erfüllt, da eine<br />
nennenswerte Motorleistung nur zum Beschleunigen der<br />
Masse notwendig ist. Sobald die Betriebsdrehzahl erreicht<br />
wird, muß nur noch die Reibung überwunden werden, wozu<br />
eine vernachläßigbar kleine Leistung genügt. Der Motor dreht<br />
dann nahezu im Leerlauf und kann sich in einem unstabilen<br />
Zust<strong>and</strong> befinden (z.B. seriegeschaltete Kollektormotoren).<br />
Abb. 10.15 Membran-Druckeinheit für kleine Hübe<br />
98<br />
Geeignete Antriebe für Rotationsschweißmaschinen dieser<br />
Bauart sind zum Beispiel:<br />
– Repulsionsmotoren, die auf dem Prinzip der Bürstenund<br />
damit der Feldverschiebung beruhen. In den meisten<br />
Fällen werden Einphasenmotoren von 0,5 PS bei ca.<br />
4000 U/min genügen.<br />
– Frequenzgesteuerte Drehstrom- oder Einphasen-Kurzschlußankermotoren.<br />
Die Steuereinheit muß eine lastunabhängige<br />
Regulierung gestatten, was nicht immer der Fall<br />
ist. Die maximale mögliche Drehzahl beträgt indessen nur<br />
etwa 2800 U/min.<br />
– Sehr gut geeignet sind auch Gleichstrom Nebenschlußmotoren<br />
mit Ankerspannungs-Regulierung. Der steuerseitige<br />
Aufw<strong>and</strong> ist recht gering, so daß die Gesamtkosten in<br />
erträglichem Rahmen bleiben.<br />
Die Drehzahlkonstanz ist auch ohne Tachodynamo ausreichend<br />
und der Regelbereich sehr groß.<br />
Schweißmaschinen, die für Versuchszwecke verwendet oder<br />
in der Produktion häufig auf Teile verschiedener Durchmesser<br />
umgerüstet werden müssen, sind unbedingt mit einem<br />
der erwähnten Antriebe auszurüsten.<br />
Maschinen, die ausschließlich zum Verbinden eines bestimmten<br />
Teils zum Einsatz kommen, brauchen, wie schon früher<br />
erwähnt, nicht unbedingt einen Regelantrieb, obwohl derselbe<br />
auch dort recht nützlich ist. Wird eine Maschine mit<br />
einem nicht regelbaren Antrieb ausgerüstet, so sieht man die<br />
Spindeldrehzahl vorteilhaft etwas zu hoch vor. Dadurch<br />
erreicht man einen gewissen Energieüberschuß und schweißt<br />
die Teile auch dann korrekt, wenn die Nahtprofile auf<br />
Grund zu großer Toleranzen schlecht aufein<strong>and</strong>er passen.<br />
Dabei wird natürlich eine größere Menge Schmelze erzeugt<br />
als tatsächlich erforderlich wäre.<br />
Gelegentlich werden auch Druckluft-Lamellenmotoren oder<br />
Turbinen als Antriebe verwendet. Diese sind jedoch in der<br />
Anschaffung und im Betrieb weniger wirtschaftlich als elektrische<br />
Motoren und rechtfertigen sich deshalb kaum.<br />
Mitnahme- und Haltevorrichtungen<br />
Mitnahme- und Haltevorrichtungen können in folgende<br />
Gruppen unterteilt werden:<br />
– Teile, die mit einer beim Herunterfahren der Spindel schon<br />
rotierenden Mitnahme in Eingriff gebracht werden.<br />
– Teile, die bei ruhender Spindel in die Mitnahme eingelegt<br />
werden müssen.<br />
Selbstverständlich ist die erste Lösung in bezug auf die Zykluszeit<br />
immer vorteilhafter und sollte deshalb, wo möglich, vorgezogen<br />
werden. Dazu geeignet sind folgende Einrichtungen:<br />
– Zahnkronen nach Abb. 10.16 greifen beim Herunterfahren<br />
der Spindel in den entsprechend ausgebildeten R<strong>and</strong> des<br />
Kunststoffteils ein und drehen ihn mit. Bei richtiger Auslegung<br />
der Zähne und genügend hoher Vorschubgeschwindigkeit<br />
des Kolbens können die unvermeidlichen Eindrücke<br />
klein und sauber gehalten werden. Dazu ist allerdings eine<br />
absolut scharfe Schneidkante der Zähne unerläßlich.














