

Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Teile aus Werkstoffen wie Polystyrol mit einer Gesamtgröße,<br />
die größer ist als der Endbereich einer Sonotrode, können<br />
mit «Punkt»-Sonotroden verschweißt werden, wie sie in<br />
Abb. 10.45 gezeigt sind.<br />
Zum Verschweißen größerer Einzelteile aus technischen<br />
Kunststoffen von Du Pont, deren Durchmesser 25 mm übersteigt,<br />
sollte die Form des Sonotrodenendes der Auslegung<br />
der Schweißverbindung entsprechen. Stab- und Hohlsonotroden,<br />
wie sie in Abb. 10.47 dargestellt sind, eignen sich zum<br />
Schweißen größerer rechteckiger bzw. kreisförmiger Stücke.<br />
Weitere Einzelheiten dieser wichtigen Beziehung zwischen<br />
der Konstruktion der Teile und der Gestaltung der Sonotrode<br />
werden im Abschnitt Konstruktive Überlegungen ausführlicher<br />
erörtert.<br />
Profil<br />
Geschwindigkeit<br />
Spannung<br />
Profil<br />
Geschwindigkeit<br />
Spannung<br />
Profil<br />
Geschwindigkeit<br />
Spannung<br />
W<strong>and</strong>lereinheit<br />
Booster-<br />
Sonotrode<br />
Schweißsonotrode<br />
114<br />
a.<br />
b.<br />
c.<br />
A<br />
N<br />
A<br />
N<br />
A<br />
A<br />
A<br />
Länge (mm)<br />
Profil<br />
Geschwindigkeit<br />
Spannung<br />
Profil<br />
Geschwindigkeit<br />
Spannung<br />
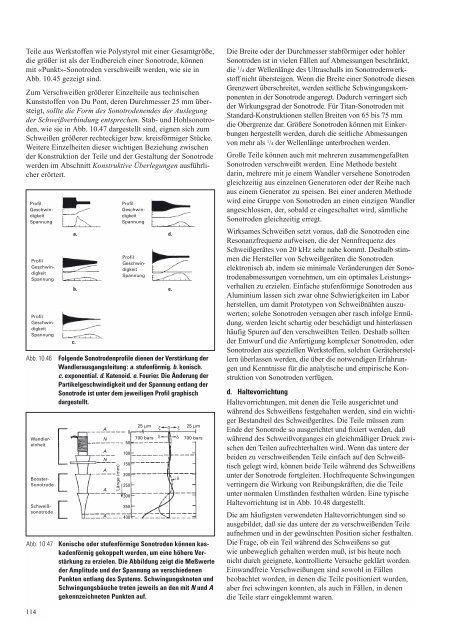
Abb. 10.46 Folgende Sonotrodenprofile dienen der Verstärkung der<br />
W<strong>and</strong>lerausgangsleitung: a. stufenförmig. b. konisch.<br />
c. exponential. d. Katenoid. e. Fourier. Die Änderung der<br />
Partikelgeschwindigkeit und der Spannung entlang der<br />
Sonotrode ist unter dem jeweiligen Profil graphisch<br />
dargestellt.<br />
0<br />
50<br />
100<br />
150<br />
200<br />
250<br />
300<br />
350<br />
400<br />
25 µm � 0 � 25 µm<br />
700 bars � � 700 bars<br />
Abb. 10.47 Konische oder stufenförmige Sonotroden können kaskadenförmig<br />
gekoppelt werden, um eine höhere Verstärkung<br />
zu erzielen. Die Abbildung zeigt die Meßwerte<br />
der Amplitude und der Spannung an verschiedenen<br />
Punkten entlang des Systems. Schwingungsknoten und<br />
Schwingungsbäuche treten jeweils an den mit N und A<br />
gekennzeichneten Punkten auf.<br />
d.<br />
e.<br />
�<br />
Die Breite oder der Durchmesser stabförmiger oder hohler<br />
Sonotroden ist in vielen Fällen auf Abmessungen beschränkt,<br />
die 1 /4 der Wellenlänge des Ultraschalls im Sonotrodenwerkstoff<br />
nicht übersteigen. Wenn die Breite einer Sonotrode diesen<br />
Grenzwert überschreitet, werden seitliche Schwingungskomponenten<br />
in der Sonotrode angeregt. Dadurch verringert sich<br />
der Wirkungsgrad der Sonotrode. Für Titan-Sonotroden mit<br />
St<strong>and</strong>ard-Konstruktionen stellen Breiten von 65 bis 75 mm<br />
die Obergrenze dar. Größere Sonotroden können mit Einkerbungen<br />
hergestellt werden, durch die seitliche Abmessungen<br />
von mehr als 1 /4 der Wellenlänge unterbrochen werden.<br />
Große Teile können auch mit mehreren zusammengefaßten<br />
Sonotroden verschweißt werden. Eine Methode besteht<br />
darin, mehrere mit je einem W<strong>and</strong>ler versehene Sonotroden<br />
gleichzeitig aus einzelnen Generatoren oder der Reihe nach<br />
aus einem Generator zu speisen. Bei einer <strong>and</strong>eren Methode<br />
wird eine Gruppe von Sonotroden an einen einzigen W<strong>and</strong>ler<br />
angeschlossen, der, sobald er eingeschaltet wird, sämtliche<br />
Sonotroden gleichzeitig erregt.<br />
Wirksames Schweißen setzt voraus, daß die Sonotroden eine<br />
Resonanzfrequenz aufweisen, die der Nennfrequenz des<br />
Schweißgerätes von 20 kHz sehr nahe kommt. Deshalb stimmen<br />
die Hersteller von Schweißgeräten die Sonotroden<br />
elektronisch ab, indem sie minimale Veränderungen der Sonotrodenabmessungen<br />
vornehmen, um ein optimales Leistungsverhalten<br />
zu erzielen. Einfache stufenförmige Sonotroden aus<br />
Aluminium lassen sich zwar ohne Schwierigkeiten im Labor<br />
herstellen, um damit Prototypen von Schweißnähten auszuwerten;<br />
solche Sonotroden versagen aber rasch infolge Ermüdung,<br />
werden leicht schartig oder beschädigt und hinterlassen<br />
häufig Spuren auf den verschweißten Teilen. Deshalb sollten<br />
der Entwurf und die Anfertigung komplexer Sonotroden, oder<br />
Sonotroden aus speziellen Werkstoffen, solchen Geräteherstellern<br />
überlassen werden, die über die notwendigen Erfahrungen<br />
und Kenntnisse für die analytische und empirische Konstruktion<br />
von Sonotroden verfügen.<br />
d. Haltevorrichtung<br />
Haltevorrichtungen, mit denen die Teile ausgerichtet und<br />
während des Schweißens festgehalten werden, sind ein wichtiger<br />
Best<strong>and</strong>teil des Schweißgerätes. Die Teile müssen zum<br />
Ende der Sonotrode so ausgerichtet und fixiert werden, daß<br />
während des Schweißvorganges ein gleichmäßiger Druck zwischen<br />
den Teilen aufrechterhalten wird. Wenn das untere der<br />
beiden zu verschweißenden Teile einfach auf den Schweißtisch<br />
gelegt wird, können beide Teile während des Schweißens<br />
unter der Sonotrode fortgleiten. Hochfrequente Schwingungen<br />
verringern die Wirkung von Reibungskräften, die die Teile<br />
unter normalen Umständen festhalten würden. Eine typische<br />
Haltevorrichtung ist in Abb. 10.48 dargestellt.<br />
Die am häufigsten verwendeten Haltevorrichtungen sind so<br />
ausgebildet, daß sie das untere der zu verschweißenden Teile<br />
aufnehmen und in der gewünschten Position sicher festhalten.<br />
Die Frage, ob ein Teil während des Schweißens so gut<br />
wie unbeweglich gehalten werden muß, ist bis heute noch<br />
nicht durch geeignete, kontrollierte Versuche geklärt worden.<br />
Einw<strong>and</strong>freie Verschweißungen sind sowohl in Fällen<br />
beobachtet worden, in denen die Teile positioniert wurden,<br />
aber frei schwingen konnten, als auch in Fällen, in denen<br />
die Teile starr eingeklemmt waren.














